Содержание
Конструктивные элементы сварных соединений, выполненных контактной точечной сваркой
Конструктивные элементы сварных соединений, выполненных контактной точечной сваркой
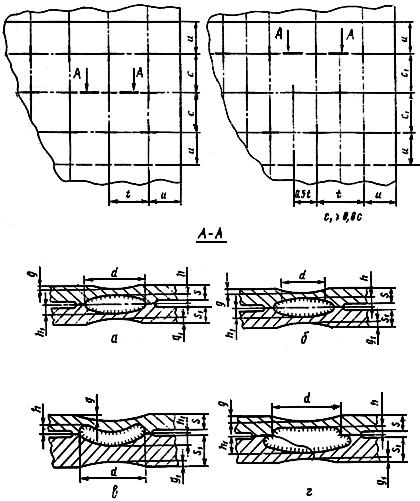
— неплакированные металлы; б — плакированные металлы; в — детали неравной толщины; г — разноименные металлы
Черт. 1
|
Черт. 2 |
Черт. 3 |
Таблица 1
|
Способ сварки |
Группа соединения |
не менее |
Однорядный шов не менее |
не менее |
с,не менее |
||
|
Стали, сплавы на железоникелевой и никелевой основах, титановые сплавы |
Алюминиевые, магниевые и медные сплавы |
||||||
|
0,3 |
2,5 |
6 |
8 |
9,0 |
|||
|
Св. 0,3 до 0,4 |
2,7 |
7 |
10 |
||||
|
Св. 0,4 до 0,6 |
3,0 |
8 |
10 |
12,0 |
|||
|
Св. 0,6 до 0,7 |
3,3 |
9 |
12 |
11 |
13,0 |
||
|
Св. 0,7 до 0,8 |
3,5 |
10 |
13 |
15,5 |
|||
|
Св. 0,8 до 1,0 |
4,0 |
11 |
14 |
15 |
18,0 |
||
|
Св. 1,0 до 1,3 |
5,0 |
13 |
16 |
17 |
20,5 |
||
|
Св. 1,3 до 1,6 |
6,0 |
14 |
18 |
20 |
24,0 |
||
|
Св. 1,6 до 1,8 |
6,5 |
15 |
19 |
22 |
26,0 |
||
|
Св. 1,8 до 2,2 |
7,0 |
17 |
20 |
25 |
30,0 |
||
|
Св. 2,2 до 2,7 |
8,0 |
19 |
22 |
30 |
36,0 |
||
|
Св. 2,7 до 3,2 |
9,0 |
21 |
26 |
35 |
42,0 |
||
|
Св. 3,2 до 3,7 |
10,5 |
24 |
28 |
40 |
48,0 |
||
|
Св. 3,7 до 4,2 |
12,0 |
28 |
32 |
45 |
54,0 |
||
|
Св. 4,2 до 4,7 |
13,0 |
31 |
36 |
50 |
60,0 |
||
|
Св. 4,7 до 5,2 |
14,0 |
34 |
40 |
55 |
66,0 |
||
|
Св. 5,2 до 5,7 |
15,0 |
38 |
46 |
60 |
72,0 |
||
|
Св. 5,7 до 6,0 |
16,0 |
42 |
50 |
65 |
78,0 |
Примечание. Допускается уменьшение размеров ипри этом размер должен соответствовать указанным в таблице.
Таблица 2
|
Способ сварки |
Группа соединения |
не менее |
Однорядный шов не менее |
не менее |
с,не менее |
||
|
Стали, сплавы на железоникелевой и никелевой основах, титановые сплавы |
Алюминиевые, магниевые и медные сплавы |
||||||
|
0,3 |
1,5 |
4 |
6 |
||||
|
Св. 0,3 до 0,4 |
1,7 |
5 |
7 |
7 |
8,5 |
||
|
Св. 0,4 до 0,5 |
2,0 |
6 |
8 |
8 |
10,0 |
||
|
Св. 0,5 до 0,6 |
2,2 |
7 |
9 |
||||
|
Св. 0,6 до 0,8 |
2,5 |
8 |
10 |
10 |
12,0 |
||
|
Св. 0,8 до 1,0 |
3,0 |
9 |
12 |
12 |
15,0 |
||
|
Св. 1,0 до 1,3 |
3,5 |
10 |
13 |
14 |
16,5 |
||
|
Св. 1,3 до 1,6 |
4,0 |
11 |
14 |
16 |
18,0 |
||
|
Св. 1,6 до 1,8 |
4,5 |
12 |
15 |
18 |
19,5 |
||
|
Св. 1,8 до 2,2 |
5,0 |
13 |
16 |
20 |
24,0 |
||
|
Св. 2,2 до 2,7 |
6,0 |
15 |
18 |
23 |
27,0 |
||
|
Св. 2,7 до 3,2 |
7,0 |
17 |
20 |
26 |
31,0 |
Примечание. Допускается уменьшение размеров и при этом размер должен соответствовать указанным в таблице.
Таблица 3
|
Способ сварки |
Группа соединения |
не менее |
Однорядный шов не менее |
|
|
0,3 |
2,5 |
5 |
||
|
Св. 0,3 до 0,4 |
2,7 |
|||
|
Св. 0,4 до 0,6 |
3,0 |
6 |
||
|
Св. 0,6 до 0,7 |
3,3 |
|||
|
Св. 0,7 до 0,8 |
3,5 |
7 |
||
|
Св. 0,8 до 1,0 |
4,0 |
8 |
||
|
Св. 1,0 до 1,3 |
5,0 |
10 |
||
|
Св. 1,3 до 1,6 |
6,0 |
12 |
||
|
Св. 1,6 до 1,8 |
6,5 |
13 |
||
|
Св. 1,8 до 2,2 |
7,0 |
14 |
||
|
Св. 2,2 до 2,7 |
8,0 |
16 |
||
|
Св. 2,7 до 3,2 |
9,0 |
18 |
||
|
Св. 3,2 до 3,7 |
10,5 |
21 |
||
|
Св. 3,7 до 4,2 |
12,0 |
22 |
||
|
Св. 4,2 до 4,7 |
13,0 |
24 |
||
|
Св. 4,7 до 5,2 |
14,0 |
26 |
||
|
Св. 5,2 до 5,7 |
15,0 |
28 |
||
|
Св. 5,7 до 6,0 |
16,0 |
30 |
Таблица 4
|
мм |
||||
|
Способ сварки |
Группа соединения |
не менее |
Однорядный шов не менее |
|
|
0,3 |
1,5 |
3,0 |
||
|
Св. 0,3 до 0,4 |
1,7 |
|||
|
Св. 0,4 до 0,5 |
2,0 |
4,0 |
||
|
Св. 0,5 до 0,6 |
2,2 |
|||
|
Св. 0,6 до 0,8 |
2,5 |
5,0 |
||
|
Св. 0,8 до 1,0 |
3,0 |
6,0 |
||
|
Св. 1,0 до 1,3 |
3,5 |
|||
|
Св. 1,3 до 1,6 |
4,0 |
8,0 |
||
|
Св. 1,6 до 1,8 |
4,5 |
9,0 |
||
|
Св. 1,8 до 2,2 |
5,0 |
10,0 |
||
|
Св. 2,2 до 2,7 |
6,0 |
12,0 |
||
|
Св. 2,7 до 3,2 |
6,5 |
13,0 |
||
|
Св. 3,2 до 3,7 |
7,0 |
14,0 |
||
|
Св. 3,7 до 4,2 |
8,0 |
16,0 |
||
|
Св. 4,2 до 4,7 |
9,0 |
18,0 |
||
|
Св. 4,7 до 5,2 |
10,0 |
20,0 |
||
|
Св. 5,2 до 5,7 |
11,0 |
22,0 |
||
|
Св. 5,7 до 6,0 |
12,0 |
24,0 |
Таблица 5
|
мм |
|||||
|
Однорядный шов не менее |
|||||
|
Способ сварки |
Группа соединения |
не менее |
Стали, сплавы на железоникелевой и никелевой основах, титановые сплавы |
Алюминиевые, магниевые и медные сплавы |
|
|
0,3 |
2,5 |
6 |
|||
|
Св. 0,3 до 0,4 |
7 |
10 |
|||
|
Св. 0,4 до 0,6 |
3,0 |
8 |
|||
|
Св. 0,6 до 0,8 |
3,5 |
10 |
12 |
||
|
Св. 0,8 до 1,0 |
4,0 |
11 |
14 |
||
|
Св. 1,0 до 1,3 |
5,0 |
13 |
16 |
||
|
Св. 1,3 до 1,6 |
6,0 |
14 |
18 |
||
|
Св. 1,6 до 1,8 |
6,5 |
15 |
19 |
||
|
Св. 1,8 до 2,2 |
7,0 |
17 |
20 |
||
|
Св. 2,2 до 2,7 |
7,5 |
19 |
22 |
||
|
Св. 2,7 до 3,2 |
8,0 |
21 |
26 |
||
|
Св. 3,2 до 3,7 |
9,0 |
24 |
28 |
||
|
Св. 3,7 до 4,0 |
10,0 |
28 |
30 |
Таблица 6
|
мм |
|||||
|
Однорядный шов не менее |
|||||
|
Способ сварки |
Группа соединения |
не менее |
Стали, сплавы на железоникелевой и никелевой основах, титановые сплавы |
Алюминиевые, магниевые и медные сплавы |
|
|
0,3 |
1,5 |
4 |
6 |
||
|
Св. 0,3 до 0,4 |
1,7 |
5 |
7 |
||
|
Св. 0,4 до 0,5 |
2,0 |
6 |
8 |
||
|
Св. 0,5 до 0,6 |
2,2 |
7 |
9 |
||
|
Св. 0,6 до 0,8 |
2,5 |
8 |
10 |
||
|
Св. 0,8 до 1,0 |
3,0 |
9 |
12 |
||
|
Св. 1,0 до 1,3 |
3,5 |
10 |
13 |
||
|
Св. 1,3 до 1,6 |
4,0 |
11 |
14 |
||
|
Св. 1,6 до 1,8 |
4,5 |
12 |
15 |
||
|
Св. 1,8 до 2,2 |
5,0 |
13 |
16 |
||
|
Св. 2,2 до 2,7 |
6,0 |
15 |
18 |
||
|
Св. 2,7 до 3,2 |
7,0 |
17 |
20 |
Группа соединения должна быть установлена при проектировании в зависимости от требований к сварной конструкции и особенностей технологического процесса сварки.
4. Величина нахлестки для многорядных швов при цепном расположении точек ; при шахматном расположении точек .
5. В зависимости от вида нахлестки сварного соединения величину нахлестки следует определять в соответствии с черт. 4.
Термины, которыми оперирует ГОСТ
ГОСТ 15878-79 регламентирует следующие конструктивные элементы контактной сварки:
- толщину свариваемых деталей (от 0,3 до 6,0 мм). Возможно производство работ на деталях разной толщины. В этом случае расчеты производят на деталь с меньшей толщиной. При двукратном превышении одной толщины над другой все параметры увеличивают в 1,2 – 1,3 раза. Этот показатель, наряду с видом сплавляемых металлов и физико-механическим требованиями к изготавливаемым конструкциям задает все остальные параметры технологического процесса. В ГОСТе они представлены в виде таблиц;
- расчетные: диаметр точки плавления и ширины шва (не менее 1,5 – 16 мм). В пределах этих размеров произойдет застывание расплава и создание монолитного соединения;
- общую длину литого, перекрытого и неперекрытого участка шва. Это характеристика шовной сварки (при рассмотрении ее продольного сечения). Для обеспечения герметичности шва величина перекрытой зоны должна быть не менее 25% общей длины литого участка. В случае создания шва для металлов толщиной менее 0,3 мм размер перекрытия может быть уменьшен (без потери герметичности);
- величину (глубину) проплавления (от 20 до 95% толщины деталей в зависимости от их материала);
- расстояния между точками при разных схемах их расположения. Между центрами в одном ряду от 7 до 65 мм. Между рядами от 8,5 до 78 мм;
- количество рядов точек.
МАССЫ ПРЕССОВОЧНЫЕ ФЕНОЛЬНЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 5689—79
Издание официальное
о X
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ Москва
УДК 678.632.024:006.354 Группа Л27
Г О С У Д А РСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
МАССЫ ПРЕССОВОЧНЫЕ ФЕНОЛЬНЫЕ |
гост |
|
Технические условия |
5689—79 |
Phenolic moulding compounds. Specifications
ОКП 22 5300
Срок действия с 01.01.80
до 01.01.95
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на термореактивные прессовочные фенольные массы (фенопласты), получаемые при совместной обработке фенолоальдегидных смол или их модификаций, наполнителей, окрашивающих веществ и других добавок и устанавливает требования к фенопластам, изготовляемым для нужд народного хозяйства и для поставки на экспорт.
Фенопласты предназначаются для производства армированных и неармированных изделий технического назначения, к которым предъявляют повышенные требования по механической прочности; электроизоляционных деталей, работающих в условиях повышенных температур, влажности, напряжений и токов высокой частоты; изделий слаботочной и радиотехнической аппаратуры, деталей автотракторного электрооборудования; изделий с повышенной влагохимстойкостью; электроустановочных изделий с повышенными требованиями по водо- и теплостойкости и других целей.
(Измененная редакция, Изм. № 3).
-
1. МАРКИ
1.1. В зависимости от состава, свойств и назначения фенопласты делятся на типы, группы и марки в соответствии с табл. 1.
Издание официальное
★
Таблица 1
|
Тип |
Группа |
Марка |
Основной наполнитель |
Рекомендуемый метод переработки |
|
Общего |
Новолачная без элект- |
02—010—02 |
Органи-* |
Компрес- |
|
назначе- |
рических показателей 02 |
ческий |
сионное и |
|
|
ния О |
Новолачная с повьг- |
03—010—02 |
То же |
литьевое прессование То же |
|
Специаль- |
шенными механическими и электрическими показателями 03 Резольная с электри- |
Сп1—342—02 |
> |
> |
|
ный безам-миачный Сп |
ческими показателями Сп1 Резольная с повышен- |
СпЗ—342—02 |
> |
|
|
Электро- |
ными механическими показателями СпЗ Резольная эмульсион- |
Э2—330-02 |
||
|
изоляционный Э |
ная с повышенными электрическими показателями Э2 Резольная безаммнач- |
Э9—342—73 |
Органичес- |
|
|
ная с повышенными электрическими показателями и водостойкостью Э9 Резольная безаммиач- |
ЭЮ-342-63 |
кий и минеральный То же |
> |
|
|
Влагохим- |
ная с высокой водостойкостью и повышенными электрическими показателями ЭЮ Новолачная водостой- |
Вх5—010—73 |
Органи- |
Компрес- |
|
стойкий Вх |
кая с повышенными по- |
ческий и ми- |
сионное |
|
|
Ударо- |
казателями теплостойкости и электрической прочности Вх5 Резольная с электри- |
VJ—301—07 |
неральный Органи- |
прессование Компрес- |
|
прочный У |
ческими показателями |
ческий |
сионное и |
|
|
У1 Резольная без элект- |
У2—301—07 |
То же |
литьевое прессование То же |
|
|
рических показателей У2 Новолачная с высокими |
У4_080—02 |
Компрес- |
||
|
Жаро- |
электрическими показателями У4 Новолачная с повы- |
Ж2—010—60 |
Органи- |
сионное прессование То же |
|
стойкий Ж |
шенной ударной вязкостью Ж2 Новолачная с высоки- |
ЖЗ-010-62 |
ческий и минеральный Минераль- |
Компрес- |
|
ми показателями текучести и водостойкости ЖЗ |
ный |
сионное и литьевое прессование |
Продолжение табл. 1
|
Тип |
Группа |
Марка |
Основной наполни- |
Рекомендуемый метод |
|
тель |
переработки |
Новолачная с высокой теплостойкостью и стойкостью к действию накала Ж7
Ж7—010-83
Минеральный
Компрессионное прессование
Наши события
21 августа 2020, 17:34
Компаунды “Полипластик”, нефтепогружной кабель на “Томсккабеле” и открытая проверка на “Подольсккабеле”. Что обсуждали в эфире RusCable Live 21 августа
18 августа 2020, 14:30
НП Ассоциация «Электрокабель» готовит ответный шаг по казахстанскому утильсбору на импортный кабель
18 августа 2020, 11:00
Продолжение тендерной истории: проявите точность, примите участие в новой закупке!
17 августа 2020, 15:40
Кабельные компании готовы открыть склады для проверок на контрафакт. Откровения в прямом эфире RusCable Live от 14 августа
17 августа 2020, 12:30
Правительство Москвы провело вебинар, посвященный мерам поддержки бизнеса
17 августа 2020, 11:40
Возвращаемся в работу вместе с RusCable Insider Digest № 185
Нахлестка
Помимо вышеназванных, ГОСТ 15878-79 формирует требования к следующим важным конструктивным элементам соединений:
- величине нахлестки свариваемых листов;
- расстоянию от края нахлестки до оси шва или центра точек.
В соответствии с ГОСТ Р ИСО 17659-2009 термин «нахлестка» подразумевает параллельное наложение соединяемых деталей с перекрытием друг друга на расчетную величину. При этом по ГОСТу 15878-79 детали могут быть:
- плоскими;
- с отгибом под прямым углом;
- отогнутые под некоторым радиусом.
При разработке технологических карт сварочного процесса параметры таких соединений в каждом конкретном случае рассчитывают с учетом:
- количества рядов точек и их взаимного расположения в этих рядах;
- способа сварки;
- размера литого ядра;
- толщины и химического состава деталей;
- требований к прочностным характеристикам изготавливаемых конструкций.
С этим читают
- Гост 14098-91 соединения сварные арматуры и закладных изделий железобетонных конструкций. типы, конструкции и размеры
- Разделка кромок под сварку
- Условные обозначения покрытых электродов
- Гост р исо 4063-2010 сварка и родственные процессы. перечень и условные обозначения процессов
- Гост 14771-76: «дуговая сварка в защитном газе. соединения сварные. основные типы, конструктивные элементы и размеры»
- Газ (компания)
- Sandvik
- Гост 23518-79 дуговая сварка в защитных газах. соединения сварные под острыми и тупыми углами. основные типы, конструктивные элементы и размеры
- Гост 14098-2014 соединения сварные арматуры и закладных изделий железобетонных конструкций. типы, конструкции и размеры (с изменением n 1, с поправкой)
- Гост 6762-79. долбяки зуборезные чистовые для валов и отверстий шлицевых соединений с эвольвентным профилем. технические условия (с изменениями n 1, 2, 3)





