Содержание
9 Форма впадины резьбы
9.1 Реальный профиль впадины как для наружной, так и для внутренней резьбы ни в одной из точек не должен заходить за основной профиль.
9.2 Для наружной резьбы на крепежных деталях класса прочности 8.8 и выше по ГОСТ 1759.4 профиль впадины должен иметь неизменяющуюся по знаку кривизну, и ни один из участков профиля не должен иметь радиус кривизны менее 0,125Р (таблица 9).
При максимальном внутреннем диаметре d3 две дуги радиусом Rmin = 0,125Р будут проходить через точки пересечения боковых сторон профиля максимума материала с цилиндром внутреннего диаметра калибра ПР по ГОСТ 24997, а при минимуме материала одна дуга с этим радиусом будет сопрягаться с обеими боковыми сторонами ().
При этом максимальный срез по впадине сmax вычисляют по формуле
 . (1)
. (1)
Однако в качестве основы для расчета прочности по внутреннему диаметру d3 наружной резьбы целесообразно принимать срез по впадине, равный Н/6 (при R = 0,14434 Р). Соответствующие значения d3 приведены в ГОСТ 24705 и ГОСТ 24706.
Минимальный срез по впадине вычисляют по формуле
. (2)
Таблица 9
|
Шаг Р, мм |
Наименьший радиус кривизны Рmin, мкм |
Шаг Р, мм |
Наименьший радиус кривизны Рmin, мкм |
|
0,2 |
25 |
1,25 |
156 |
|
0,25 |
31 |
1,5 |
188 |
|
0,3 |
38 |
1,75 |
219 |
|
0,35 |
44 |
2 |
250 |
|
0,4 |
50 |
2,5 |
313 |
|
0,45 |
56 |
3 |
375 |
|
0,5 |
63 |
3,5 |
438 |
|
0,6 |
75 |
4 |
500 |
|
0,7 |
88 |
4,5 |
563 |
|
0,75 |
94 |
5 |
625 |
|
0,8 |
100 |
5,5 |
688 |
|
1 |
125 |
6 |
750 |
|
8 |
1000 |
Основное отклонение h
Основные отклонения d, e, f, g
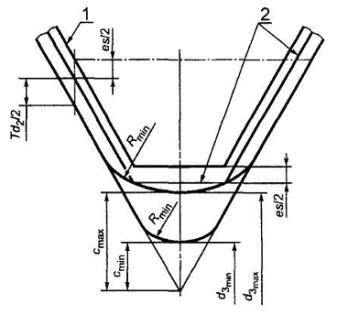
1 — основной профиль; 2- профиль проходного калибра (ПР)
Рисунок 3
9.3 Для крепежных деталей или других резьбовых соединений, которые подвержены знакопеременным нагрузкам или ударам, наружная резьба на крепежных деталях класса прочности ниже 8.8 должна предпочтительно соответствовать требованиям, установленным в .
Для профиля впадины нет каких-либо ограничений, кроме того, что наибольший внутренний диаметр d3 наружной резьбы должен быть меньше наименьшего внутреннего диаметра проходного калибра по ГОСТ 24997.
ПОЛЯ ДОПУСКОВ
7.1. Поля допусков наружной и внутренней резьбы, установленные в классах точности (точный, средний и грубый), должны соответствовать указанным в и .
Таблица 10
Длина свинчивания
S
N
L
Поле допуска наружной резьбы
Точный
(3h4h)
4g
4h
(5h4h)
Средний
5g6g
(5h6h)
6d
6e
6f
|
6g |
6h
(7e6e)
7g6g
(7h6h)
Грубый
8g
(8h)*
(9g8g)
* Только для резьбы с шагом P³0,8 мм. Для резьбы с шагом Р<0,8 мм применяется поле допуска 8h6h.
Таблица 11
Длина свинчивания
S
N
L
Поле допуска внутренней резьбы
Точный
4Н
4Н5Н
6Н
5Н
Средний
(5G)
5Н
6G
|
6Н |
(7G)
7Н
Грубый
7G
7Н
(8G)
8Н
Примечания к и :
1. Поля допусков, заключенные в рамки, следует применять предпочтительно.
2. Применение полей допусков, заключенных в скобки, следует по возможности ограничить.
3. При длинах свинчивания S и L допускается применять поля допусков, установленные для длин свинчивания N.
4. В обоснованных случаях допускается применять поля допусков резьбы, образованные иными сочетаниями полей допусков среднего диаметра и диаметров выступов резьбы из числа приведенных в и , например:
для наружной резьбы — 4h6h; 8h6h;
для внутренней резьбы — 5Н6Н.
7.2. Поля допусков наружной и внутренней резьбы, указанные в и , являются ограничительным отбором из всей совокупности полей допусков, которые могут быть получены различным сочетанием степеней точности по и основных отклонений по .
Поля допусков, не указанные в и , являются специальными. Их применение допускается в технически и экономически обоснованных случаях, если поля допусков по и не могут обеспечить требования, предъявляемые к изделию.
7.3. Предельные отклонения наружной и внутренней резьбы, соответствующие полям допусков, указанным в и , приведены в обязательном .
7.4. В посадках допускаются любые сочетания полей допусков наружной и внутренней резьбы, установленные настоящим стандартом.
Предпочтительней сочетать поля допусков одного класса точности.
Система допусков и посадок резьбовых соединений
Системой допусков и посадок деталей машин называют набор допусков и посадок, построенных закономерно на основе опыта, теоретических расчетов и экспериментов и оформленных в виде стандартов. Система предназначена для выбора минимально необходимых, но достаточных для практики вариантов допусков и посадок типовых соединений деталей машин. Оптимальные градации допусков и посадок являются основой стандартизации режущих инструментов и измерительных средств, обеспечивают достижение взаимозаменяемости изделий и их составных частей, обусловливают повышение качества продукции.
Основной принцип построения допусков и посадок на резьбовые соединения крепежных изделий
Резьба должна сопрягаться только по сторонам резьбового профиля (исключение составляют паронепроницаемые резьбы), поэтому основным параметром, определяющим характер посадки резьбовой пары, является средний диаметр. Допуски на наружный и внутренний диаметры устанавливают таким образом, чтобы исключить возможность защемления по вершинам и впадинам резьбы.
Диаметральные погрешности уменьшения наружной резьбы и погрешности увеличения – для диаметров внутренней резьбы не повлияют на свинчиваемость. Однако любая погрешность шага резьбы и угла профиля мешает свинчиванию крепежной детали.
В России стандартизованы:
- посадки с зазором (ГОСТ 16093–81, заменён межгосударственным ГОСТ 16093–2004 «Основные нормы взаимозаменяемости.Резьба метрическая. Допуски. Посадки с зазором»),
- переходные (ГОСТ 24834–81 «Основные нормы взаимозаменяемости. Резьба метрическая. Переходные посадки»)
- с натягом (ГОСТ 4608–81 «Основные нормы взаимозаменяемости. Резьба метрическая. Посадки с натягом»).
Основные нормы взаимозаменяемости
РЕЗЬБА МЕТРИЧЕСКАЯ
Допуски. Посадки с зазором
|
Москва Стандартинформ 2005 |
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-97 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом «Научно-исследовательский и конструкторский институт средств измерения в машиностроении» (ОАО «НИИизмерения»)
2 ВНЕСЕН Госстандартом России
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 25 от 26 мая 2004 г.)
За принятие проголосовали:
|
Краткое наименование страны по МК (ИСО 3166) 004-97 |
Код страны по МК (ИСО 3166) 004-97 |
Сокращенное наименование национального органа по стандартизации |
|
Азербайджан |
AZ |
Азстандарт |
|
Армения |
AM |
Армстандарт |
|
Беларусь |
BY |
Госстандарт Республики Беларусь |
|
Грузия |
GE |
Грузстандарт |
|
Казахстан |
KZ |
Госстандарт Республики Казахстан |
|
Кыргызстан |
KG |
Кыргызстандарт |
|
Молдова |
MD |
Молдова-Стандарт |
|
Российская Федерация |
RU |
Федеральное агентство по техническому регулированию и метрологии |
|
Таджикистан |
TJ |
Таджикстандарт |
|
Туркменистан |
TM |
Главгосслужба «Туркменстандартлары» |
|
Узбекистан |
UZ |
Узгосстандарт |
|
Украина |
UA |
Госпотребстандарт Украины |
4 Настоящий стандарт включает в себя модифицированные основные нормативные положения (и приложения) следующих международных стандартов:
— ИСО 965-1:1998 «Резьба метрическая ИСО общего назначения — Допуски — Часть 1: Общие положения и основные данные» (ISO 965-1:1998 «General purpose metric screw threads — Tolerances — Part 1: Principles and basic data»)
— ИСО 965-3:1998 «Резьба метрическая ИСО общего назначения — Допуски — Часть 3: Предельные отклонения для конструкционных резьб» (ISO 965-3:1998 «General purpose metric screw threads — Tolerances — Part 3: Deviations for constructional screw threads»).
При этом дополнительные положения, учитывающие потребности национальной экономики указанных выше государств и особенности межгосударственной стандартизации, выделены курсивом
5 Приказом Федерального агентства по техническому регулированию и метрологии от 2 марта 2005 г. № 39-ст межгосударственный стандарт ГОСТ 16093-2004 введен в действие непосредственно в качестве национального стандарта Российской Федерации с 1 июля 2005 г.
(Поправка. ИУС 7-2005)
6 ВЗАМЕН ГОСТ 16093-81
Информация о введении в действие (прекращении действия) настоящего стандарта публикуется в указателе «Национальные стандарты».
Информация об изменениях к настоящему стандарту публикуется в указателе «Национальные стандарты», а текст этих изменений — в информационных указателях «Национальные стандарты». В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе «Национальные стандарты»
Заключение
Таким образом, на прочность витков резьбы оказывают влияния как конструктивные геометрические факторы: диаметр, шаг резьбы, длина свинчивания, радиус впадины резьбы R и их взаимные соотношения, – так и материал обеих соединяемых деталей.
Прочность резьбы увеличивается с ростом её диаметра, шага, высоты гайки, прочности материала болта (шпильки). Наибольшую нагрузку выдерживают резьбовые соединения, в которых происходит разрушение срезом витков гайки.
Список литературы
- Иосилевич Г. Б., Строганов Г. Б., Шарловский Ю. В. Затяжка и стопорение резьбовых соединений.. – М. : Машиностроение, 1985. – 224 c.
- Wiegand H., Illgner K.-H., Striegens P. Einfluss der Gewingesteigerung auf die Haltbarkeit von Schraubenverbindungen bei zugiger Beanspruhung // Industrie Anzeiger, 1969, Nr. 38.
- Якушев А. И. Влияние технологии изготовления и основных параметров резьбы на прочность резьбовых соединений.. – М. : Оборонгиз, 1956.
Получив доступ к данной странице, Вы автоматически принимаете Пользовательское соглашение.
С этим читают
- Гост 19257-73 отверстия под нарезание метрической резьбы. диаметры
- Диаметр отверстия под метрическую резьбу: таблица размеров по гост
- Гост 24696-81. подшипники роликовые радиальные сферические двухрядные с симметричными роликами. основные размеры (с изменением n 1)
- Гост 24810-81. подшипники качения. зазоры (с изменениями n 1, 2)
- Крупа манная. технические условия
- Таблица допусков и посадок валов и отверстий
- Гост 24901-89. печенье. общие технические условия
- Гост 6762-79. долбяки зуборезные чистовые для валов и отверстий шлицевых соединений с эвольвентным профилем. технические условия (с изменениями n 1, 2, 3)
- Гост р 51893-2002 шины пневматические. общие технические требования безопасности (с изменениями n 1, 2, 3)
- Гост 1759.0-87





