Содержание
- 1 Введение
- 2 ГОСТ 28915-91
- 3 Наши события
- 4 Особенности и применение
- 5 ±0,20
- 6 Особенности сварки различных металлов
- 7 11.4 Сборка кольцевых стыков под комбинированную и автоматическую сварку под флюсом со скосом кромок
- 8 Тр1
- 9 Разновидности аппаратов
- 10 Сварка металлов. Термины и определения основных понятий
Введение
ISO 13919 состоит из следующих частей под общим наименованием «Сварка. Соединения, полученные электронно-лучевой и лазерной сваркой. Руководство по оценке уровня качества для дефектов»;
-
— часть 1. Сталь.
-
— часть 2. Алюминий и его сплавы.
Настоящий стандарт может применяться при разработке нормативных документов на продукцию. Он может использоваться в рамках системы менеджмента качества для производства сварных соединений. Настоящий стандарт содержит три диапазона допустимых размеров для каждого вида дефекта. которые представлены уровнем качества, выбираемым для конкретного применения. Необходимый уровень качества сварного соединения в каждом случае задается ответственным разработчиком совместно с производителем, потребителем и/или другими заинтересованными сторонами. Необходимый уровень качества должен быть задан до начала изготовления, на стадии исследования или заказа. Для конкретных условий могут потребоваться дополнительные сведения.
Уровни качества, приведенные в настоящем стандарте, соответствуют основному диапазону допустимых размеров дефектов и относятся к сварным соединениям, а не к конкретным изделиям в целом или их составным элементам. 6 одном и том же изделии или его элементах возможно применение различных уровней качества. Основной задачей настоящего стандарта является установление уровней качества для оценки любых сварных соединений. Уровни качества приведены в таблице 1.
Таблица 1 —Уровни качества сварных соединений а зависимости от дефектов
|
Обовначение уровня качества |
Уровень качества |
|
D |
Невысокий |
|
С |
Средний |
|
В |
Высокий |
Установление более жестких требований к допустимым размерам дефектов швов по сравнению с приведенными уровнями качества (например, при динамических нагрузках) может повлечь включение дополнительных операций механической обработки шва после сварки с целью удаления поверхностных дефектов.
Для большинства сварных соединений допустимые размеры дефектов могут быть заданы одним уровнем качества для любого вида дефекта. В некоторых случаях, например для некоторых типов сталей и конструкций, а также при усталостной нагрузке или для герметичности может возникнуть необходимость установления различных уровней качества для различных дефектов в одном сварном соединении или введения дополнительных требований.
При выборе уровня качества для конкретного применения должны учитываться особенности конструкции. последующая обработка, например наплавка, режим нагрузки (например, статический, динамический), условия эксплуатации (например, температура, условия окружающей среды) и последствия разрушения. При выборе уровней качества также учитываются экономические факторы, включающие стоимость изготовления, контроля, испытаний и ремонта.
Дефекты оцениваются только по реальным размерам, для их выявления и оценки может потребоваться применение нескольких методов неразрушающего контроля. Выявление дефектов и оценка их размеров зависят от методов контроля и испытаний, установленных стандартом или техническими условиями на продукцию.
Настоящий стандарт не содержит методы выявления и определения размеров дефектов, поэтому он применяется совместно с документами, содержащими требования к проверке, контролю и испытаниям. Необходимо учитывать, что методами неразрушающего контроля не всегда можно выявить отдельные дефекты, приведенные в таблице 2, и определить их размеры.
Настоящий стандарт охватывает толщины материала (глубины проникновения) от 1 мм и выше для электронно-лучевой и лазерной сварки. Следует отметить, что допустимый размер для всех видов дефектов имеет верхний предел.
Применение толщин свыше 50 мм для электронно-лучевой сварки и 12 мм для лазерной сварки безопасно, но требования могут оказаться завышенными, и поэтому могут потребоваться специальные меры, такие как зачистка, для соответствия требованиям по допустимым размерам выпуклости шва и подрезов
На такие меры должно быть обращено внимание во время аттестационных испытаний процедуры сварки и. при необходимости, могут потребоваться специальные требования
Применение настоящего стандарта для толщин менее 1 мм возможно, но для некоторых видов дефектов требования могут быть слишком жесткими.
ГОСТ 28915-91
Илдлние официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО УПРАВЛЕНИЮ KAMIСТВОЛ! ПРОДУКЦИИ И СТАНДАРТАМ
М о t к п а
УДК 621.791.052:006.354 Группа В05
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СВАРКА ЛАЗЕРНАЯ ИМПУЛЬСНАЯ. СОЕДИНЕНИЯ СВАРНЫЕ ТОЧЕЧНЫЕ
Основные типы, конструктивные элементы и размеры ГОСТ
Lasez beam impulse welding. 28915—91
Button welds. Mam types, design elements and dimensions
ОКСТУ 0072
Срок действия с 01.01.92 доТ» .01797
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры точечных сварных швов соединений из сталей, железоникелевых, никелевых и титановых сплавов, выполняемых импульсной лазерной сваркой твердотельными лазерами.
Требования настоящего стандарта являются обязательными.
2. Для конструктивных элементов сварных соединений приняты обозначения:
S и S{ — толщина кромок свариваемых деталей; dL —диаметр сварной точки;
Ь~ зазор между кромками свариваемых деталей;
С и Ci — ширина буртика;
/ — высота буртика или отбортовки кромок.
3. Основные типы сварных соединений должны соответствовать приведенным в табл. 1.
4. Конструктивные элементы и их размеры должны соответствовать приведенным в табл. 2—15.
Издание официальное (£) Издательство стандартов, 1991
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен без разрешения Госстандарта СССР
|
Тип соединения |
Форма подготовленных кромок |
Характер выполненного шва |
Форма поперечного сечения |
Толщина свариваемых деталей, мм |
Условное обозначение сварного соединения |
|||
|
подготовленных кромок |
выполненного шва |
|||||||
|
Стыковое |
Без скоса кромок |
Односторонний с полным проплавлением |
ш |
т |
ш |
ей |
0,1-1,0 |
С1 |
|
Односторонний с неполным проплавлением’ |
■ |
1 |
щ |
тго /] Щ |
Более 0,8 |
С2 |
||
|
Односторонний замковый |
чщ |
т |
0,1-0,9 |
СЗ |
||||
|
Двусторон ний |
тт |
0,4-1,8 |
С4 |
|||||
|
С одним буртиком |
Односторонний замковый |
Щц |
11,1-0,9 |
С5 |
to
О
Л
*4
16-SI69^
ГОСТ 28915-91
|
Тип соединения |
Форма подготовленных хромок |
Характер выполненного шва |
Форма поперечного сечения |
Толщина свариваемых деталей, мм |
Условное обозначение сварного соединения |
|||
|
подготовленных кромок |
выполненного шва |
|||||||
|
Угловое |
Без скоса кромок |
Односторон ний |
I |
Е |
V |
0,2-0,8 |
У1 |
|
|
Односторонний замковый |
■ 1 |
ш i |
1 А |
0,2-0,8 |
У2 |
|||
|
С отбортовкой одной кромки |
Односторон ний |
Г i t |
in i |
Ь ■ J |
0,1-0,5 |
УЗ |
||
|
С одним буртиком |
Односторон ний |
П i |
W |
Щ |
Не ограничена |
У4 |
ГОСТ 289 1 5-9 1
Тнп
соединения
Форма
подготовленных кромок
Характер
выполненного
шва
Форма поперечного сечения
подготовленных
кромок
шва
Толщина свариваемых деталей, мм
Условное
обозначение
сварного
соединения
Односторонний С ПОЛНЫМ проплавлением
Нахлес-
точное
Односторонний с неполным проплавлением
Односторон-
‘±.-4* О Li А
Без скоса кромок
|
0,1-0,5 |
Н1 |
|
0,1-0,7 |
Н2 |
|
0,2-0,7 |
НЗ |
Наши события
21 августа 2020, 17:34
Компаунды “Полипластик”, нефтепогружной кабель на “Томсккабеле” и открытая проверка на “Подольсккабеле”. Что обсуждали в эфире RusCable Live 21 августа
18 августа 2020, 14:30
НП Ассоциация «Электрокабель» готовит ответный шаг по казахстанскому утильсбору на импортный кабель
18 августа 2020, 11:00
Продолжение тендерной истории: проявите точность, примите участие в новой закупке!
17 августа 2020, 15:40
Кабельные компании готовы открыть склады для проверок на контрафакт. Откровения в прямом эфире RusCable Live от 14 августа
17 августа 2020, 12:30
Правительство Москвы провело вебинар, посвященный мерам поддержки бизнеса
17 августа 2020, 11:40
Возвращаемся в работу вместе с RusCable Insider Digest № 185
Особенности и применение
Разделение на технические, технологические и физические особенности сваривания металлов прописано в ГОСТ 19521-74.
В свою очередь, характеристики физического характера делятся по классам:
- Термический класс — подразумевает процесс сваривания металлов с использованием тепловой энергии и плавления;
- Термомеханический – процесс осуществляется под давлением и с применением тепловой энергии;
- Механический – используется механическая энергия и давление.
Лазерное сваривание также имеет свой ГОСТ, относится к первому классу.
Ее особенности в большей мере зависят от особенностей лазерного луча, таких, как направленность, монохроматичность, когерентность.
Благодаря этому луч может концентрироваться точечно и обрабатывать небольшие по площади поверхности. С помощью оптических систем происходит управление лазером.
Лазерная сварка имеет некоторые сходства со сваркой электронными лучами, перед которой имеет определенные преимущества, например, вакуумная среда для более эффективной работы не создается, а цена работ сваривания металла с помощью лазера сопоставляется с классическими способами.
Такой метод сваривания металлов нашел свое применение в автомобильном производстве, поскольку лазерная сварка позволяет экономить материалы, а также обеспечивает герметичность алюминиевого корпуса машины.
Сваривание труб удобно в том плане, что установка сварки может находиться удаленно от непосредственного места соединения.
Чаще всего, лазер используется для сваривания проблемных металлов: нержавейки и алюминия.
Потому что при сваривании нержавеющих материалов и алюминия происходит их быстрое окисление, что в последствии ведет к образованию некачественных швов.
Лазерные лучи не допускают подобных дефектов, поскольку отличаются скоростью обработки поверхности.
Сваривание лазером подразделяется на точечное и шовное (см. видео).
Точечная сварка позволяет обрабатывать даже очень мелкие детали (менее 100 мкм), отвечает требованиям ГОСТ 28915-91. Точечная сварка применяется в создании электронной аппаратуры.
Видео:
Тонкие материалы также подвергаются именно такому методу сваривания, но при этом необходимо выставить определенные параметры для того, чтобы плавление нержавеющих сталей не было глубоким.
Точечная сварка производится очень быстро.
Как уже говорилось выше, шов при лазерной обработке получается очень аккуратным и небольшим. Дефектность шва проверяется по ГОСТ Р ИСО 5817-2009.
Оборудование, которое применяется для сваривания труб, нержавейки и других материалов, имеет свои разновидности и принципиальные отличия.
Промышленную сварку труб см. на видео.
±0,20
П
■
Таблица 14
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
5 |
ft, не более |
d с |
||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
номин, |
пред, ош. |
|||||
|
Н1 |
‘ 1 0 |
‘Л f |
0,10—0,20 0,21-0,50 |
0,02 0,04 |
0,80 0,80 |
±0,20 ±0,20 |
||
|
Ш- Г — 1. Г J |
12 ГОСТ 28915-91
|
Условное обозначение сварного соединения |
Конструктивные элементы |
S |
Ь, не более |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
почин |
пред ом, |
|||
|
Н2 |
lAj |
0,10—0,20 0,21-«, 30 0,31—0,70 |
0,02 0,04 0,06 |
0,80 0,80 0,80 |
±0,20 ±0,20 ±0,20 |
|
|
5,? И |
||||||
|
нз |
к |
0,20-0,30 0,31-0,40 0,41-0,70 |
0,04 0,06 0,06 |
0,50 0,60 0,80 |
±0,10 ±0,15 да |
|
|
щ |
||||||
|
Н4 |
0,20-0,30 0,31-0,40 0,41-0,80 |
0,04 0,06 0,06 |
0,50 0,60 0,80 |
±0,10 ±0,15 ±0,20 |
ГОСТ 28915-91 С. 13
|
Условное |
Конструктивные элементы |
‘с |
||||
|
обозначение сварного соединения |
подготовленных кромок свариваемых деталей |
сварного шва |
S |
Ь, не более |
ноиин. |
пред откл |
Тр1
щ
№
№
1
0,10-0,20
Особенности сварки различных металлов
Сваривание сталей, алюминия, титана имеет свои особенности, рассмотрим подробнее.
Сваривание сталей подразумевает обязательное очищение поверхности от коррозии, окалины, влаги и прочего.
Это необходимо для того, чтобы в процессе работы не возникало пористости и оксидных соединений.
Иногда из-за неочищенной поверхности в самом шве могут возникать холодные трещины, при сварке стальных труб это образование не допустимо.
Видео:
Зачистка поверхности делается с использованием нержавеющих щеток не только в том месте, где будет располагаться шов, но еще и на прилегающей площади (10-15 см). Место сваривания сталей необходимо обезжирить.
Сварка нержавеющих сталей внахлест не рекомендуется из-за чувствительности материала к концентраторам напряжения, только в стык.
Лазерная сварка стальных труб – дело непростое, поэтому выполнять его своими руками не рекомендуется, лучше доверить его специалистам.
Обычная сварка может сопровождаться испарением легирующих элементов и окислением поверхности.
Поверхность материалов обрабатывается механически, проходит травление, а впоследствии осветляется, промывается с помощью горячей воды, а перед сваркой зачищается шабером.
Магниевые сплавы соединяются без использования подкладок.
Соединение титана предполагает ряд сложностей:
- при высоких температурах материал становится химически активным веществом;
- когда температура при обработке титана начинает превышать 330 градусов, тогда можно увидеть рост зерна;
- могут возникать холодные трещины в самом шве из-за высокого уровня содержания водорода.
Все перечисленные трудности можно избежать при использовании лазерной сварки титана.
Перед рабочим процессом необходимо обработать поверхность титана: зачистить, можно использовать для этого пескоструйную обработку, химически затравить, обеспечить впоследствии осветление и промыть.
Для создания качественного шва на поверхности титана необходимо обработать его гелием. К сварке титана применим ГОСТ Р ИСО 5817-2009.
11.4 Сборка кольцевых стыков под комбинированную и автоматическую сварку под флюсом со скосом кромок
11.4.1 Перед сваркой
кольцевого стыка прихватки, брызги металла, должны быть зачищены шлифмашинкой;
при сборке кольцевого стыка под комбинированную сварку усиления продольных швов
должны быть зачищены заподлицо с основным металлом на ширину хода ползунов шлифмашинкой.
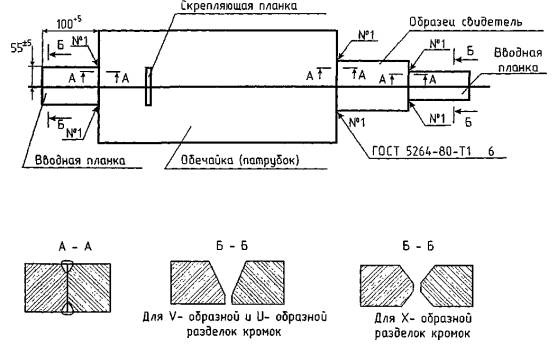
Для строганных по периметру обечаек на
привариваемых к обечайке планках (образце-свидетеле) снять фаску газовым
резаком
Рисунок 11.1 — Сборка
продольных стыков под автоматическую сварку под флюсом
11.4.2
Сборку под сварку кольцевого стыка производят при помощи скрепляющих
технологических планок и прихваток. Количество прихваток, скрепляющих планок,
их размер, а также тип сварного соединения при их приварке в зависимости от
толщины металла и диаметра обечайки (патрубка) указывают в технологическом
процессе сборки на изготавливаемое изделие. Размеры и расположение прихваток
должны соответствовать требованиям настоящего стандарта; количество скрепляющих планок для выполнения
сборочных и транспортировочных работ рассчитывают в соответствии с методикой,
приведенной в РД 26.260.225, Приложение Г, для каждого конкретного случая.
Тр1
й
Kii
О
ЕЯ
ГОСТ 2801 5-»«
9)
|
Условное обозначение сварного соединения |
Конструктивные элементы |
S |
b, не более |
{ О |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
номнн. |
П пред Н откл. м 00 |
||||
|
С1 |
D |
йс |
0,10-0,20 0,21-0,30 0,31-0,50 0,51-1,00 |
0,02 0,04 0,06 0,10 |
0,40 0,60 0,80 1,00 |
Щ СП ±0,15 | ±0,15 * ±0,20 ±0,20 |
|
|
Л* t IJjS |
Таблица 3
|
Условное |
Конструктивные элементы |
d с |
||||
|
обозначение сварного соединения |
подготовленных кромок свариваемых деталей |
сварного шва |
S |
б, не более |
номин. |
пред, ОШ, |
ГОСТ 23915-91
|
Условное |
Цжтрултивчые элемента! |
d |
||||
|
обозначение |
б, не боие |
|||||
|
сварного соединения |
подготовленных кромок свариваемых деталей |
сварною шва |
номин |
пред 01U |
Размеры, мм
|
Условное обозначение сварною соединения |
Конструктивные элементы |
S’ |
б, не более |
|||||
|
подготовленных кромок свариваемых детален |
сварного шва |
HOVIHH |
пред ОТКЛ |
|||||
|
С4 |
1 |
.. ) h’JU |
г |
11г к^ *■ v |
0,40-0,50 0,51-1,80 |
0,08 0,10 |
0,80 1,00 |
±0,20 ±0,20 |
|
*0 |
[ 1 г |
16-I 682 lOOJ
О
00
Таблица7
Размеры, мм
|
Условное |
Конструктивные элементы |
||||||
|
обозначение сварного соединения |
подготовленных кромок свариваемых детален |
сварного шва |
$ |
ft, нс более |
1 |
нош, |
пред, откл |
16-Я 168S 13QJ
|
Условное |
Конструктивные элементы |
||||||
|
обозначение |
с |
б, не |
|||||
|
сварного соединения |
подготовленных кромок свариваемых деталей |
сварного шва |
более |
1 |
НОШ. |
пред. ОШ, |
Таблица 9
|
Условное |
Конструктивные элементы |
||||||
|
обозначение сварного соединения |
подготовленных кромок свариваемых дета;*й |
сварного шва |
S, не менее |
не менее |
Ь, не более |
номин, |
пред. откл, |
(О
ГОСТ 2891 о-91
|
Условное |
Конструктивные элементы |
||||||
|
обозначение сварного соединения |
подготовленных кромок свариваемых деталей |
сварного шва |
S, не менее |
Sh не менее |
Ь, не более |
НОНИН. |
пред. откл. |
|
Т2 |
I |
0,20 |
0,20 |
0,04 |
0,80 |
±0,20 |
|
1 О О ч
to
00
ф
(Л
(О
Таблица 10
Размеры, мм
|
Условное |
Конструктивные элементы |
|||||
|
обозначение |
5 |
Ь, не более |
||||
|
сварного соединения |
подготовленных кромок свариваемых деталей |
сварного шва |
номин. |
пред, откл, |
Таблица 12
Размеры, мм
Условное
обозначение
сварного
соединения
|
Конструктивные элементы |
& С |
|||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
S |
Ь, не более |
1 |
номин. |
пред откл, |
О
ГОСТ 28915- 91
|
Условное |
Конструл гивные элементы |
|||||||
|
обозначение сварного соединения |
подготовленных кромок свариваемых деталей |
сварного шва |
с |
ft, не более |
1 |
номин |
||
|
У4 |
I |
|< 1 ‘ ь |
iAt 1 |
0,20-0,30 0,31-0,40 0,41-0,70 |
0,04 0,06 0,08 |
0,40-0,50 0,50-0,70 0,50-0,70 |
0,50 0,70 1,00 |
|
|
г S, |
W01 |
пред.
ош.
Разновидности аппаратов
Для выполнения работы своими руками необходим аппарат сварки лазером, который должен отвечать требованиям ГОСТ.
В свою очередь аппарат делится на два вида: твердотельный и газовый:
- Твердотельный аппарат сварки отличается от газового длиной излучаемых волн, они короче, а мощность – слабее. Чаще всего встречается импульсный режим работы аппарата, но иногда он бывает импульсным и непрерывным. Работа протекает по следующей схеме: лазерное излучение происходит из стеклянного стержня (твердотельного активного элемента). При этом включается рубин, гранат алюмоиттриевый и неодим. Стержень располагается в специальной камере, которая освещается лампой накачки. Эта лампа создает световые вспышки. Применяют такое оборудование для обработки тонких электронных приборов, точечной сварки материалов из фольги, например, катодов кинескопа, которые используются в производстве телевизоров;
- Газовый аппарат может работать в непрерывном или импульсном режимах. Это более мощное оборудование с высоковольтными источниками тока. Аппарат с поперечным типом прокачки газа является компактным, при этом позволяющим сваривать металлы, толщина которых не превышает 20 мм. Аппарат более мощного типа – газодинамический, где горячие газы выступают в качестве активной среды.
Цена на такой аппарат очень различается, она зависит от производителя, от конкретного типа оборудования, его размеров и пр., но при этом остается очень высокой.
Сварка металлов. Термины и определения основных понятий
| Обозначение: | ГОСТ 2601-84 |
| Статус: | действующий |
| Название рус.: | Сварка металлов. Термины и определения основных понятий |
| Название англ.: | Welding of metals. Terms and definitions of basic concepts |
| Дата актуализации текста: | 07.11.2012 |
| Дата актуализации описания: | 07.11.2012 |
| Дата введения в действие: | 01.07.1985 |
| Область и условия применения: | Настоящий стандарт устанавливает применяемые в науке, технике и производстве термины и определения основных понятий в области сварки металлов. Термины, установленные стандартом, обязательны для применения в документации всех видов, научно-технической, учебной и справочной литературе |
| Взамен: | ГОСТ 2601-74 ГОСТ 19232-73 |
| Список изменений: | №0 от 01.07.2010 (рег. 04.08.2009) «Поправка к изменению» №1 от 01.01.1988 (рег. 29.10.1986) «Срок действия продлен» №2 от 01.01.1993 (рег. 09.03.1992) «Срок действия продлен» |
| Расположен в: |
|




С этим читают
- Гост 23518-79 дуговая сварка в защитных газах. соединения сварные под острыми и тупыми углами. основные типы, конструктивные элементы и размеры
- Разделка кромок под сварку
- Гост 14098-91 соединения сварные арматуры и закладных изделий железобетонных конструкций. типы, конструкции и размеры
- Гост 14771-76: «дуговая сварка в защитном газе. соединения сварные. основные типы, конструктивные элементы и размеры»
- Условные обозначения покрытых электродов
- Крупа манная. технические условия
- Гост 14098-2014 соединения сварные арматуры и закладных изделий железобетонных конструкций. типы, конструкции и размеры (с изменением n 1, с поправкой)
- Гост р 51893-2002 шины пневматические. общие технические требования безопасности (с изменениями n 1, 2, 3)
- Гост 24901-89. печенье. общие технические условия
- Гост р 51808-2001 картофель свежий продовольственный, реализуемый в розничной торговой сети. технические условия





