Содержание
Радиальная сборка
Вал с заранее установленным и зафиксированным подшипником (вид д) укладывают в нижнюю половину разъемного корпуса и накрывают верхней половиной. Подшипник фиксируют в корпусе чаще всего заплечиками.
Возможны любые типы и сочетания посадок на валу и в корпусе. Обычно применяют установку в корпус по посадкам с зазором, по переходным посадкам или на посадках с небольшим натягом. Применение посадок с большим натягом затруднено ввиду необходимости обеспечить точное совпадение плоскостей разъема с центром подшипника и опасности перетяжки подшипника при ошибочном смещении плоскости разъема относительно центра подшипника.
Конструкция мест вала и корпуса под шарикоподшипники
Кольца подшипников являются весьма нежесткими деталями. При продвижении подшипника по валу внутреннее его кольцо под действием неравномерно приложенных внешних сил и сил трения может деформироваться. Чтобы выправить положение подшипника, внутреннее его кольцо следует довести до упора и прижать к буртику вала. Очевидно, что буртик вала должен быть выполнен строго перпендикулярно к оси посадочной шейки вала.
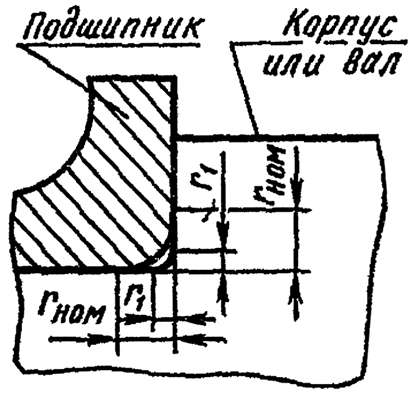
Упорные буртики на валах и в отверстиях корпусов или стаканов (рис. 1) должны быть такой высоты t, чтобы торцы колец подшипников имели достаточно хорошую опорную поверхность и при работе не касались сепаратора подшипника. Поэтому упорные буртики не должны быть чрезмерно большими. В табл. 1 указана наименьшая высота заплечиков в зависимости от размера радиуса r на торце наружного или внутреннего посадочного диаметра подшипника.
Таблица 1. Наименьшая высота заплечика tmin
| Номинальное значение радиуса r
на торце посадочного диаметра подшипника |
0,5 | 1 | 1,5 | 2 | 2,5 | 3 | 3,5 | 4 |
| Наименьшая высота заплечика tmin | 1 | 2,5 | 3 | 3,5 | 4,5 | 5 | 6 | 7 |
Рис. 1. Схема установки шарикоподшипника: а – в корпус; б, в – на вал
Высота заплечиков tmin определяется размером радиуса r:
Числовые значения радиуса r на торце посадочного диаметра подшипника для каждого типа и размера подшипника приведены в каталогах подшипников.
Высота заплечика может быть больше tmin. Однако увеличение t по сравнению с tmin ограничивается условиями демонтажа. Минимальная высота заплечиков для возможности захвата съемником за кольцо подшипника при его демонтаже одинакова для наружного и внутреннего колец подшипника (рис. 1) и ее определяют по табл. 2.
Таблица 2. Минимальная высота заплечиков под съемник
| d вала, мм | до 15 | до 50 | до 100 | свыше 100 |
| k – t, мм | 1 | 2 | 2,5 | 3,0 |
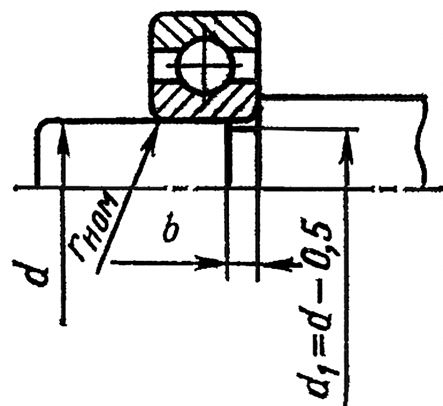
После определения высоты заплечика вычисляют диаметр буртика для вала и корпуса: d1=d+2t – для вала; D1=D–2t – для отверстия.
Другие поверхности смежных деталей должны отстоять от торцов колец подшипников для всех типов подшипников, кроме конических, не менее а=2 ÷ 3 мм (рис. 1, в).
В случае, когда величина заплечиков на валу или в корпусе увеличена, то для демонтажа подшипников необходимо предусмотреть увеличенные фаски или пазы для съемника (рис. 2).
Рис. 2. Пазы под съемник
Переход от посадочного диаметра d к диаметру dt буртика выполняют в виде галтели или канавки с закруглением.
Наибольшее распространение в конструктивном решении получили переходные участки валов в виде канавок. Такое решение обусловлено необходимостью обеспечения шероховатости Ra =0,4 ÷ 1,6 мкм на посадочных поверхностях в местах установки подшипников. Указанную шероховатость целесообразнее всего получить шлифованием. Для выхода шлифовальных кругов на наружных поверхностях валов выполняют канавки (рис. 3, а), а на внутренних поверхностях – проточку канавок у опорных торцов (рис. 3; в, г). Размеры канавок приведены в табл. 6 и 7.
Рис. 3. Переходные участки валов: в виде канавок (а), галтели (б), канавок в корпусе (в, г)
Если отверстие обрабатывается разверткой, то форму проточки берут по рис. 3, в. При шлифовании отверстия и упорного заплечика форма проточки показана на рис. 3, г.
При галтельном переходе (рис. 3, б) радиус R переходного участка вала должен быть меньше радиуса r фаски сопряженного подшипника:
Галтельный переход выполняют, когда посадочную поверхность вала не шлифуют или когда на валу по условиям его прочности нельзя допускать высоких концентраторов напряжений (табл. 5).
Таблица 3. Размеры канавок для вала, мм
| Диаметр вала d, мм | d1 | b | h | R | R1 |
| Свыше 10 до 50 | d-0,5 | 3 | 0,25 | 1,0 | 0,5 |
| Свыше 50 до 100 | d-1,0 | 5 | 0,5 | 1,5 | 0,5 |
Таблица 4. Размеры канавок в отверстиях корпуса, мм
| Диаметр отверстия в корпусе D, мм | d2 | b | h | R | R1 |
| Свыше 10 до 50 | d+0,5 | 3 | 0,25 | 1,0 | 0,5 |
| Свыше 50 до 100 | d+1,0 | 5 | 0,5 | 1,5 | 0,5 |
| Свыше 100 | d+1,0 | 8 | 0,5 | 2,0 | 1,0 |
Таблица 5. Галтели и канавки для посадки подшипников качения
 |
 |
||||
| rном | r1 | rном | r1 | rном | b |
| 0,2 | 0,1 | 2 | 1 | ||
| 0,3 | 0,2 | 2,5 | 1,5 | 0,2-0,8 | 2 |
| 0,4 | 0,2 | 3 | 2 | 1,0-2,0 | 3 |
| 0,5 | 0,3 | 3,5 | 2 | 2,5-3,5 | 4,0-6,0 |
| 1 | 0,6 | 4 | 2,5 | 5 | 8 |
| 1,5 | 1 | 5 | 3 | ||
| Примечание. В таблице приведен наибольший размер галтели. |
Особенности роликовых конических подшипников
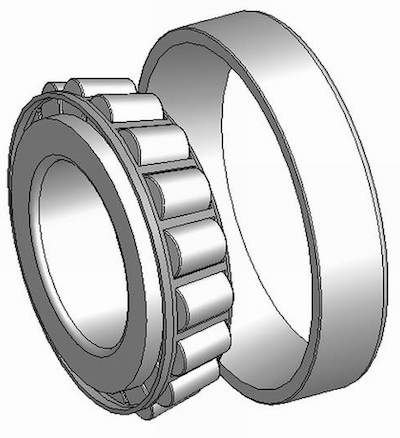
На рисунке представлено наглядное изображение однорядного конического подшипника. Он состоит из наружной и внутренней обойм, телами качения являются цилиндрические ролики. Для обеспечения равномерной нагрузки как на ролики, так и на кольца (обоймы) подшипников ролики разделены сепаратором, исключающим взаимное перемещение тел качения.
В противном случае (если ролики сгруппируются в каком-то одном секторе подшипника) возможен перекос вала (с неизбежным его радиальным биением). Что, в свою очередь, приведёт к перегреву и разрушению не только подшипника, но и всего механизма в целом. Поэтому все детали однорядного конического подшипника изготавливаются с высоким классом точности.
Не меньшее значение имеет и точное изготовление посадочных мест, предназначенных для установки в них колец (обойм) подшипника. Также сооствестсвующим ГОСТом регламентируются марки сталей, используемой для изготовления деталей, чистота их поверхностной обработки и размеры. Впрочем, о ГОСТах, согласно которым должны изготавливаться роликовые конические подшипники и об их размерах, расскажем чуть позже.
Сейчас же рассмотрим некоторые виды роликовых конических подшипников и особенности их конструкции. Выше был приведён пример подшипника с однобортным упорным кольцом, выполненным на внутренней обойме. Изделия такого типа зачастую применяются в ступичных узлах автомобилей. Большая площадь контакта роликов с поверхностью обойм (как наружной, так и внутренней) является одновременно и положительной стороной таких изделий, но имеет свои отрицательные стороны. Положительными сторонами применения роликовых конусных подшипников, например, в ступице переднего колеса ГАЗ 3110, являются:
- Повышенная грузоподъёмность ступичного узла.
- Возможность к восприятию осевых и радиальных нагрузок – разумеется, в тех случаях, когда расчёт механизма производился с учётом его эксплуатации в реальных условиях. Курс «Сопротивление материалов» рекомендует производить расчёты с 30% запасом прочности, с целью повысить надёжность узла, хотя это и требует дополнительных затрат материалов
- Особенностью конструкции конических роликовых подшипников, которую можно отметить как положительный момент, является (хотя не у всех видов) отсутствие наружного бортика, который предназначен для торцевого упора роликов. Благодаря этому внутренняя обойма как бы «самоустанавливается» по отношению к наружному кольцу. В результате ролики «прирабатываются», то есть притираются к наружной обойме с минимальными потерями материала, вызывающие, при сильном износе, биение колеса (люфт). При соблюдении рекомендованного заводом-изготовителем механизма момента затяжки регулировочной гайки или правильной регулировке этого момента естественный износ подшипника минимален. Даже на таких нагруженных автомобилях, как грузовые «МАЗы», регулировка ступичных подшипников производится крайне редко и связана, в основном, с потерей смазки вследствие износа сальникового уплотнения.
- Высокая степень надёжности.
- Возможность регулировки. То есть, попросту, при появлении в ступице люфта, его можно устранить подтягиванием гайки (А). Или, в противном случае, если детали испытывают перегрев вследствие того, что подшипники «зажаты» и, вследствие малых тепловых зазоров (и частичной деформации роликов), испытывают повышенное сопротивление качению, регулировкой (ослаблением) ступичной гайки можно добиться оптимальной работы узла. Причём автослесарь совершенно необязательно должен иметь высокую квалификацию и использовать в работе сложные инструменты.
Величина зазоров
Внутренние зазоры делятся на эксплуатационный и изначальный. Зазор это максимальное перемещение внутренней или наружной обоймы относительно друг друга. Работа подшипника, превышающая температуру узла на 5-10°С считается нормальной. Для более высокой разницы требуется боле увеличенный зазор.
Конструктивно группы подшипников имеющих радиальное направление нагрузки сгруппированы в ряды по величине зазоров. Каждая группа регламентируется по максимальной и минимальной величине радиального зазора и обозначается номерами (см. табл. 1).
Самая распространённая – это нормальная группа, которая в обозначении подшипника не кодируется, более увеличенные зазоры в группах 3 -7 распространены меньше, 6 и 8 имеет специальное назначения в машиностроении.
Рассмотрим где указывается величина зазора в обозначении подшипника:
- 76-180306У1С2Ш2У Группа зазора — 7 (увеличеная),
- 30-3610Н здесь зазор обозначен цифрой 3 (увеличенный, см. таб.1 и табл. 2).
Таблица 1
| Группы зазоров подшипников и их обозначения | |
| Обозначение группы зазоров | Наименование типов подшипников |
| Шариковые радиальные однорядные без канавок для вставления шариков с отверстием: | |
| 6, нормальная, 7, 8, 9 | цилиндрическим |
| 2, нормальная, 3, 4 | коническим |
| Шариковые радиальные сферические двухрядные с отверстием: | |
| 2, нормальная, 3, 4, 5 | цилиндрическим |
| 2, нормальная, 3, 4, 5 | коническим |
| Роликовые радиальные с короткими цилиндрическими роликами с цилиндрическим отверстием; роликовые радиальные игольчатые с сепаратором: | |
| 1, 6, 2, 3,4 | с взаимозаменяемыми деталями |
| 0, 5, нормальная, 7, 8, 9 | с невзаимозаменяемыми деталями |
| Роликовые радиальные с короткими цилиндрическими роликами с коническим отверстием: | |
| 2, 1, 3, 4 | с взаимозаменяеыми деталями |
| 0, 5, 6, 7, 8, 9 | с невзаимозаменяемыми деталями |
| Нормальная, 2 | Роликовые радиальные игольчатые без сепаратора |
| Роликовые радиальные сферические однорядные с отверстием: | |
| 2, нормальная, 3, 4, 5 | Цилиндрическим |
| 1, 2, нормальная, 3, 4, 5 | Коническим |
| Роликовые радиальные сферические двухрядные с отверстием: | |
| 1, 2, нормальная, 3, 4, 5 | цилиндрическим |
| 1, 2, нормальная, 3, 4, 5 | коническим |
| Шариковые радиально-упорные двухрядные: | |
| 2, нормальная, 3, 4 | с неразъемным внутренним кольцом |
| 2, нормальная, 3 | с разъемным внутренним кольцом |
Таблица 2
| Размеры зазоров для однорядных радиальных шариковых подшипников без канавок для вставления шариков с цилиндрическим отверстием | ||||||||||
| Номинальный диаметр d отверстия подшипника, мм | Размер зазора Gr, мкм | |||||||||
| min | max | min | max | min | max | min | max | min | max | |
| Группа зазора | ||||||||||
| 6 | нормальная | 7 | 8 | 9 | ||||||
| Св. 10 до 18 включ. | 9 | 3 | 18 | 11 | 25 | 18 | 33 | 25 | 45 | |
| 18 – 24 | 10 | 5 | 20 | 13 | 28 | 20 | 36 | 28 | 48 | |
| 24 – 30 | 1 | 11 | 5 | 20 | 13 | 28 | 23 | 41 | 30 | 53 |
| 30 – 40 | 1 | 11 | 6 | 20 | 15 | 33 | 28 | 46 | 40 | 64 |
| 40 – 50 | 1 | 11 | 6 | 23 | 18 | 36 | 30 | 51 | 45 | 73 |
| 50 – 65 | 1 | 15 | 8 | 28 | 23 | 43 | 38 | 61 | 55 | 90 |
| 65 – 80 | 1 | 15 | 10 | 30 | 25 | 51 | 46 | 71 | 65 | 105 |
| 80 – 100 | 1 | 18 | 12 | 36 | 30 | 58 | 53 | 84 | 75 | 120 |
| 100 – 120 | 2 | 20 | 15 | 41 | 36 | 66 | 61 | 97 | 90 |
Наши события
21 августа 2020, 17:34
Компаунды “Полипластик”, нефтепогружной кабель на “Томсккабеле” и открытая проверка на “Подольсккабеле”. Что обсуждали в эфире RusCable Live 21 августа
18 августа 2020, 14:30
НП Ассоциация «Электрокабель» готовит ответный шаг по казахстанскому утильсбору на импортный кабель
18 августа 2020, 11:00
Продолжение тендерной истории: проявите точность, примите участие в новой закупке!
17 августа 2020, 15:40
Кабельные компании готовы открыть склады для проверок на контрафакт. Откровения в прямом эфире RusCable Live от 14 августа
17 августа 2020, 12:30
Правительство Москвы провело вебинар, посвященный мерам поддержки бизнеса
17 августа 2020, 11:40
Возвращаемся в работу вместе с RusCable Insider Digest № 185
Радиальный зазор
Радиальный зазор в подшипниках это расстояние на которое перемещается одна обойма относительно другой в радиальном направлении. Эта величина получила название – радиальный люфт.
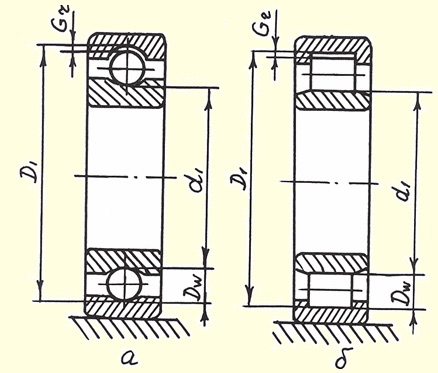
Рис. 3 Радиальный зазор
Замеры величин производятся на специальных стендах с микрометрической головкой. (см рис.4) Самый простой способ замера – щупами, подвесив изделие на горизонтальном стержне. Наружное кольцо под своим весом опуститься вниз, обозначив радиальный зазор. Определить величину которого можно соответствующим по величине щупом протолкнув его между верхней точкой шарика и зеркалом обоймы в самой нижней точке, или поставив подшипник на плиту, но тогда зазор будет замеряться по самой крайней верхней точке (см. рис. 4.).
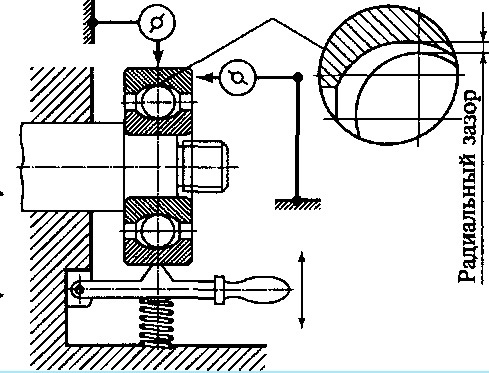
Рис. 4. Замер радиального смещения обойм
Выбор посадки подшипников качения
Среди основных параметров определяющих посадки подшипников:
- характер, направление, величина нагрузки, воздействующей на подшипник;
- точность подшипника;
- скорость вращения;
- вращение или неподвижность соответствующего кольца.
Ключевое условие, определяющее посадку – неподвижность либо вращение кольца. Для неподвижного кольца подбирается посадка с малым зазором и постепенное медленное проворачивание считается положительным фактором, уменьшающим общий износ, препятствующим местному износу. Вращающееся кольцо обязательно сажают с надежным натягом, исключающим проворот по отношению к посадочной поверхности.
Следующим важным фактором, которому должна соответствовать посадка под подшипник на валу или в отверстии, является вид нагружения. Различают три ключевых типа нагружения:
- циркуляционное при вращении кольца относительно постоянно действующей в одном направлении радиальной нагрузки;
- местное для неподвижного кольца относительно радиального нагружения;
- колебательное при радиальной нагрузке колеблющейся относительно положения кольца.
Согласно степени точности подшипников в порядке их увеличения соответствуют пяти классам 0,6,5,4,2. Для машиностроения при нагрузках невысокой и средней величины, например для редукторов, обычным является класс 0, который не указывается в обозначении подшипников. При более высоких требованиях к точности используется шестой класс. На повышенных скоростях 5,4 и только в исключительных случаях второй. Пример шестого класса 6-205.
В процессе реального проектирования машин посадка подшипника на вал и в корпус выбирается в соответствие с условиями работы по специальным таблицам. Они приведены в томе втором Справочника конструктора-машиностроителя Василия Ивановича Анурьева.
Для местного типа нагрузки таблица предлагает следующие посадки.
При условиях циркуляционного нагружения, когда радиальное усилие воздействует на всю дорожку качения, учитывают интенсивность нагружения:
Значение коэффициента k1 при перегрузках менее, чем в полтора раза, небольшой вибрации и толчках принимают равным 1, а при возможной перегрузке от полутора до трех раз, сильных вибрациях, ударах k1=1,8.
Значения k2 и k3 подбираются по таблице. Причем для k3 учитывают соотношение осевой нагрузки к радиальной, выраженное параметром Fc/Fr x ctgβ.
Соответствующие коэффициентам и параметру интенсивности нагружения посадки подшипников приведены в таблице.
Обработка посадочных мест и обозначение посадок под подшипники на чертежах.
Посадочное место под подшипник на валу и в корпусе должно иметь заходные фаски. Шероховатость посадочного места составляет:
- для шейки вала диаметром до 80 мм под подшипник класса 0 Ra=1,25, а при диаметре 80…500 мм Ra=2,5;
- для шейки вала диаметром до 80 мм под подшипник класса 6,5 Ra=0,63 а при диаметре 80…500 мм Ra=1,25;
- для отверстия в корпусе диаметром до 80 мм под подшипник класса 0 Ra=1,25, а при диаметре 80…500 мм Ra=2,5;
- для отверстия в корпусе диаметром до 80 мм под подшипник класса 6,5,4 Ra=0,63, а при диаметре 80…500 мм Ra=1,25.
На чертеже также указывают отклонение формы места посадки подшипников, торцовое биение заплечиков для их упора.
Пример чертежа, в котором указана посадка подшипника на валу Ф 50 к6 и отклонения формы.
Значения отклонений формы принимаются по таблице в зависимости от диаметра, который имеет посадка подшипника на валу либо в корпусе, точности подшипника.
На чертежах указывают диаметр вала и корпуса под посадку, например, Ф20к6, Ф52Н7. На сборочных чертежах можно просто указывать размер с допуском в буквенном обозначении, но на чертежах деталей желательно кроме буквенного обозначения допуска приводить и его численное выражение для удобства рабочих. Размеры на чертежах указываются в миллиметрах, а величина допуска в микрометрах.
Принцип действия игольчатых подшипников
Несмотря на схожесть игольчатых подшипников с роликовыми (и у тех, и у других телами качения являются ролики), они принципиально различаются способом передачи крутящего момента. В роликовом подшипнике сепаратор, играя роль водила, принуждает вращаться ролики вместе с валом, при этом, чем больше угловая скорость вала, тем выше и угловая скорость вращения роликов. Естественно, физический предел увеличения скорости определяется и качеством материала, из которого изготовлен подшипник, габаритами и массой узла, качеством и количеством смазки.
Во многих случаях применение такого решения является единственным при современных технологиях, – например, при конструировании ступичных узлов тяжёлых грузовиков. Но подобных, казалось бы, неизбежных, «громоздких» технических решений можно избежать, применяя в некоторых узлах игольчатые подшипники.
В них ролики – «иглы» устанавливаются зачастую вплотную друг к другу, с минимальными зазорами. Подшипниковый узел наполняется смазкой, и, при «правильной» его работе иглы не совершают вращательных движений вокруг своих осей. В совокупности со смазкой они образуют своеобразный вкладыш между шейкой вала («шипом») и наружным корпусом подшипника (зачастую неподвижным). В результате трение в игольчатом подшипнике – жидкостное, что значительно сокращает силу трения, а, следовательно. И энергозатраты. Примечательно, что показатели игольчатого подшипника (уменьшенный нагрев, износ) тем выше, чем больше скорость вращения вала.
Но большим недостатком игольчатых подшипников являются их повышенные требования к коаксиальности всех элементов подшипникового узла. Проще говоря, коаксиальность – это соосность тел вращения, вставленных один внутри другого. Малейший «перекос» ведёт к быстрому износу подшипника и выходу его из строя (зачастую с «работающими в паре» с ним элементами.
Монтаж парных установок
Рассмотрим установку вала-шестерни с затянутыми на нем через дистанционную втулку подшипниками (рис. 799, а). Вал фиксируется в корпусе крышкой 1 и кольцевым стопором 2, установленным в канавке наружной обоймы малого подшипника.
Способ 1. Установка в корпус вала с заранее посаженными на нем подшипниками (вид б).
Вал в сборе с подшипниками вводят в корпус и фиксируют стопорным кольцом 2 и привертной крышкой 1
Важно, чтобы первый (по ходу монтажа) подшипник заходил в свое посадочное отверстие раньше, чем втором подшипник в свое. Иначе вал может перекоситься, и сборка станет невозможной
Посадка подшипников на вал при этом способе может быть любой. Посадка подшипников в корпус — предпочтительно переходная или с незначительным натягом.
Способ 2. Установка вала в подшипники, заранее посаженные в корпус (вид в).
Подшипники предварительно устанавливают в корпус с заведенной между ними дистанционной втулкой. Крайний подшипник фиксируют в корпусе кольцевым стопором 2 и крышкой 1, после чего в отверстия подшипников вводят вал. Сборка завершается затяжкой гайки 3 вала.
Передний (по ходу монтажа) посадочный пояс вала должен заходить в отверстие своего подшипника раньше, чем второй посадочный пояс в отверстие своего.
Посадка подшипников в корпус может быть любой (плавающий правый подшипник, разумеется, должен быть установлен по посадке не выше Js7). Посадка подшипника на вал — g6 или h6. Сборка по этому способу сложнее, чем по способу 1. Особенно затрудняет сборку необходимость предварительной установки дистанционной втулки при монтаже подшипников в корпус.
Способ 3 (смешанный). На вал (вид г) заранее устанавливают задний (по ходу монтажа) подшипник и дистанционную втулку, а в корпус устанавливают фиксирующий подшипник.
Вал вводят в корпус, причем хвостовик вала входит в отверстие фиксирующего подшипника. а задний подшипник — в посадочное гнездо корпуса. Сборка завершается затяжкой гайки вала.
Посадки заднего подшипника на вал и фиксирующего подшипника в корпус могут быть любыми. Посадка фиксирующего подшипника на вал — g6 или h6. Посадка заднего подшипника в корпус должна быть G6, Н6 или Js6.
Способ монтажа тесно связан с системой крепления подшипников, с конструкцией и расположением элементов, фиксирующих подшипники на валу и в корпусе (рис. 800). Система (а) крепления подшипников допускает применение только способа 1, система (б) — способа 2, система (в) — способа 3, системы (г, д) — способов 2 и 3. Конструкция (е) допускает применение любого из трех способов.
Таким образом, существует тесная взаимосвязь между системой крепления подшипников и системой посадок на валу и в корпусе.
Условия сборки и выбранный наиболее удобный и производительный способ сборки определяют систему крепления подшипников и допустимые посадки подшипников на вал и в корпус, которые могут и не совпадать с посадками, необходимыми по условиям надежной работы узла.
Если же исходить из условий работы узла и назначить оптимальные для данных условий посадки, то это определит систему крепления подшипников и способ сборки, который в данном случае может быть и не самым удобным и производительным.
Практически часто приходится выбирать вариант, обеспечивающий соблюдение важнейших условий правильной работы узла и не слишком усложняющий сборку.
Облегчает сборку введение осевой затяжки подшипников на валу и в корпусе. Силовая затяжка вполне заменяет посадки с натягом и позволяет применять более свободные посадки без ущерба для работоспособности узла и при более удобной сборке.
С этим читают
- Керамика frialit -degussit. подшипники качения и скольжения
- Гост 7634-75
- Технические характеристики токарно-винторезного станка 1к625
- Солид эдж — solid edge последняя версия 2020
- Машины (оборудование) для пересадки / посадки деревьев на базе трактора мтз
- Что такое зиговочная машина и где применяется это оборудование?
- Вездеход ТМ-140 с модулем-мастерской
- Траншеекопатель
- Разделка кромок под сварку
- Команда зеркало в autocad





