Содержание
- 1 Меры безопасности во время работы
- 2 Расположение составных частей токарно-винторезного станка Корвет-401
- 3 Техника безопасности
- 4 Конструктивные особенности
- 5 Технические характеристики
- 6 3 Эксплуатационные достоинства станка
- 7 4 Распаковка, установка и сборка станочного оборудования
- 8 Назначение
- 9 Related Posts via Categories
- 10 Описание работы электрической схемы токарного станка Корвет-403
- 11 Сведения о производителе токарно-винторезного станка Корвет-403
- 12 Корвет 403
- 13 Производитель
- 14 Техника безопасности
- 15 6 Требования техники безопасности при работе на станке
Меры безопасности во время работы
Если в работе станка вам что-то показалось ненормальным, следует прекратить его эксплуатацию. Нужно оберегать шнур от нагревания и попадания воды и масла, а также его перетирания об острые кромки. Как только станок будет запущен, следует позволить ему поработать некоторое время на холостом ходу. Если в это время вы услышите посторонние шумы или почувствуете излишне сильную вибрацию, станок необходимо выключить, соединив вилку от розетки.
Оборудование не следует включать до выявления и устранения причины неисправности. Инструкция для «Корвет 403» гласит, что выполнять токарные операции, если не установлены крышки вращающихся узлов или защитные кожухи, нельзя. За один проход нельзя осуществлять точение глубже чем 0,3 мм. Резцы в держателях должны быть хорошо закреплены. На резец не должна наматывается стружка, как и на обрабатываемую заготовку. Стружка не должна попадать на ходовой винт. Обрабатываемую деталь перед началом работы необходимо надежно укрепить. Станок нужно останавливать, чтобы проверить положение сопрягаемых деталей и состояние креплений, а также механизмов и узлов после 50 часов наработки.
Расположение составных частей токарно-винторезного станка Корвет-401
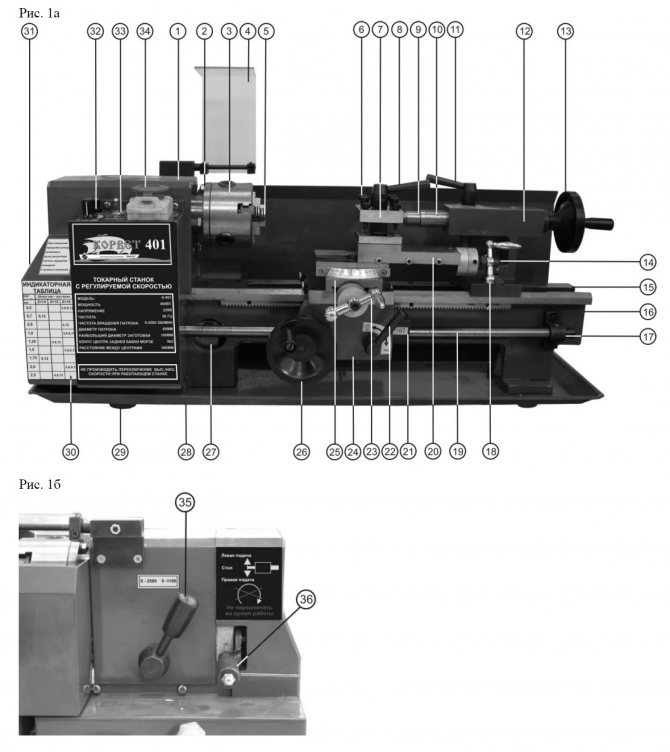
Спецификация составных частей токарно-винторезного станка Корвет-401
- Передняя бабка
- Фланец шпинделя
- Трёхкулачковый самоцентрирующийся патрон
- Защитный щиток
- Кулачки патрона
- Болты крепления резца
- Резцедержатель
- Ручка фиксации резцедержателя
- Центр задней бабки
- Пиноль задней бабки
- Ручка фиксации положения пиноли в задней бабке
- Задняя бабка
- Маховик подачи пиноли задней бабки
- Гайка крепления задней бабки
- Салазки станины
- Станина
- Опора винта подачи каретки
- Ручка подачи поворотного суппорта
- Ходовой винт подачи каретки
- Суппорт поворотный
- Индикатор нарезания резьбы
- Рычаг включения автоматической подачи
- Ручка подачи поперечного суппорта
- Каретка
- Поперечный суппорт (резцовые салазки)
- Маховик ручной подачи каретки
- Колпак щеток электродвигателя
- Поддон для стружки
- Ножка резиновая
- Индикаторная таблица нарезания резьбы
- Защитный кожух гитары
- Ручка регулировки скорости
- Переключатель направления вращения шпинделя Вперед, Выключить, Назад
- Аварийный выключатель
- Рычаг переключения скорости в диапазоне Высокая, Низкая скорости
- Рычаг установки направления подачи каретки с позициями Вперед, Нейтральная, Назад
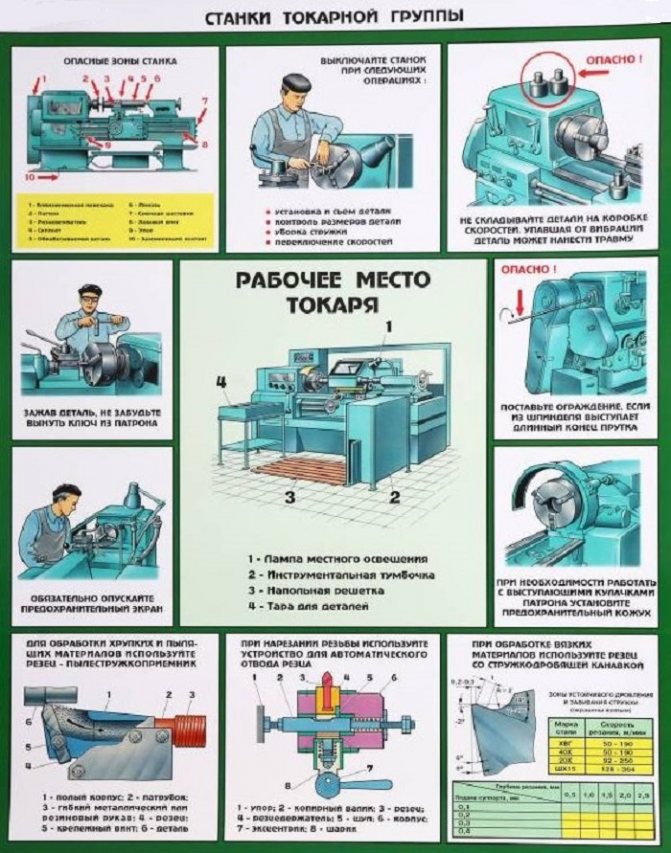
Техника безопасности
При эксплуатации настольного токарного станка категорически запрещается:
- иметь на себе не застегнутые предметы одежды, особенно на руках. Волосы должны быть убраны под головной убор;
- включать станок, не проведя его предварительное техническое обследование;
- выполнять на станке действия, не связанные с технологическим процессом обработки заготовки;
- эксплуатировать станок, центры которого имеют заметный механический износ;
- задействовать дефектный обрабатывающий инструмент;
- исправлять возникающие дефекты в электрическом шкафу станка (в его гитаре) лицам, не имеющим для этого соответствующей квалификации;
- допускать к работе третьих лиц, не ознакомленных с особенностями станка или же не имеющих соответствующей компетенции.
Конструктивные особенности
Станок «Корвет 401» имеет следующие особенности, выгодно отличающие его от возможных альтернатив:
Коллекторный двигатель
Он дает станку дополнительную мощность за счет более рационального использования силы электромагнитного поля. (Контуры якорной обмотки, по которым проходит ток, не только притягивается полюсами электродвигателя, но и отталкиваются при их прохождении).
Ременная передача
Ее использование дает возможность существенно уменьшить шумность при работе станка и предохранить тяговый электромотор от риска перегрузки.
Магнитный пускатель
Питание, подаваемое на обмотку тягового электродвигателя, может иногда отключаться на малое время (по каким-либо причинам – например, в случаях перебоя со светом). В этом случае после обратного включения у обычных станков, может активироваться система запуска станка (с повышенной энергоподачей на этапе разгона якоря). У станка «Корвет 401» такая ситуация исключается, благодаря наличию магнитного пускателя.
Реверс подачи каретки
Позволяет существенно поднять производительность станка, благодаря системе возврата суппорта в первоначальное положение.
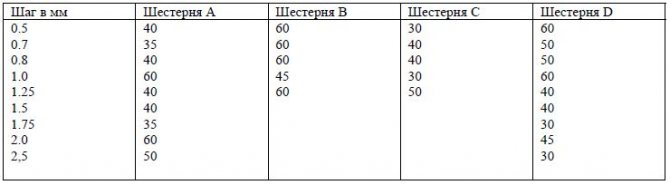
Таблица для настройки нарезания резьбы
Для упрощения выбора подходящего инструмента «Корвет 401» имеет собственную таблицу настройки при нарезании резьбы.
Ласточкин хвост
«Ласточкин хвост» — это технология одновременного поперечного и продольного перемещения каретки суппорта по салазкам «ласточкин хвост» с возможностью регулировки плавности хода каретки и предотвращения какого-либо люфта.
Технические характеристики
Токарное оборудование имеет как общетехнические характеристики, так и характерные только данному профилю особенности конструкции и работы. Множество моделей данного типа оборудования имеют отличия между собой, но есть некоторые особенности, которые встречаются у большинства моделей.
Питание от сети 220 В. Этот параметр представляет возможность использовать станок повсеместно без необходимости дополнительной подготовки места установки оборудования. Частота работы составляет 50 Гц. Иными словами, токарный станок может быть установлен не только на промышленном производстве, но и в домашних условиях.
Мощность станка является наиболее изменяемым параметром и служит отправной точкой для пользователей при выборе изделия. Электродвигатель, служащий силовым агрегатом системы, выдает мощность до 1500 Вт и выше, но для работы наиболее востребованной является мощность в 750 Вт. С помощью переключения скоростей этот показатель можно настраивать под конкретную задачу. Передач может быть около 6.
Также при выборе важно обращать внимание на такие показатели, как ход поперечного и поворотного суппортов — как правило, они составляют около 100 и 50 мм соответственно. С помощью настройки можно регулировать шаг нарезания резьбы в метрическом и дюймовом варианте
Резец обеспечивает равномерное снятие металла с заготовки на глубину, которую устанавливает специалист.
3 Эксплуатационные достоинства станка
Энкор Корвет 403 располагает асинхронным двигателем высокого уровня надежности. Он защищен от возможных перегрузок ременной передачей, которая также обеспечивает малую шумность оборудования во время работы. Если во время функционирования станка происходит отключение подачи электрической энергии, специальный магнитный пускатель предотвращает самостоятельный запуск агрегата после восстановления электропитания.
Широкий диапазон настройки скорости подачи в продольном направлении и частоты вращения позволяют применять разнообразный металло- и деревообрабатывающий инструмент. Частота вращения шпинделя выбирается ступенчато. Шпиндельный узел оснащен реверсным механизмом. Аналогичным устройством обладает и автоматическая подача суппорта. Скорость последнего устанавливается при помощи коробки передач.
 Настройка частоты вращения шпинделя станка Корвет 403
Настройка частоты вращения шпинделя станка Корвет 403
Другие преимущества использования агрегата:
- гарантированная безопасность оператора за счет наличия предохранительного кожуха, который оборудован выключателем концевого типа;
- возможность точения изделий с малыми геометрическими размерами (для этих целей предназначается поворотный суппорт);
- набор сменных шестерен для нарезания любой по шагу резьбы;
- лимб имеет малые деления (0,025 мм), обеспечивая точную подачу любого из имеющихся суппортов;
- наличие поддона для отходов при работе по металлу и другим материалам;
- возможность устранения люфта и настройки плавности хода суппортов при их движении в поперечном и продольном направлениях.
 Поддон для отходов при работе на станке Корвет 403
Поддон для отходов при работе на станке Корвет 403
Добавим, что станок при выполнении резьбы на обрабатываемых изделиях гарантирует максимально правильное попадание режущего инструмента в предыдущие ручьи.
4 Распаковка, установка и сборка станочного оборудования
При распаковке агрегата необходимо проверить его комплектность, ориентируясь на паспорт станка. Некоторые механизмы оборудования покрываются на заводе-производителе специальным защитным слоем. Удалять его следует мягкой салфеткой, смоченной в уайт-спирите. Резиновые и пластмассовые комплектующие рекомендуется очищать мыльной водой. Запрещается применять растворители любых типов, так как они способны нанести вред поверхностям деталей.
Монтируется токарный станок на место его постоянной дислокации при помощи строп и простейшего подъемного механизма. Грузоподъемность используемых строп должна иметь показатель от 120 килограммов. Строповку и установку агрегата лучше всего производить бригадой из 2–3 человек (масса станка составляет 120 кг, размеры – 125х48х47,5 см).
 Установка агрегата Корвет 403
Установка агрегата Корвет 403
Корвет описываемой модели нужно ставить на тяжелый и прочный верстак, к которому станок прикручивают болтами требуемого диаметра и длины (обратите внимание – крепеж в комплект поставки оборудования не входит). Обычно агрегат по металлу поставляется в полностью собранном состоянии, потребителю, чтобы начать его использовать, нужно выполнить несколько несложных действий:
- смонтировать на маховик суппорта (поперечного) пластиковую ручку;
- отрегулировать при необходимости плавность перемещения суппортов и каретки (необходимость возникает редко – все настройки изначально выполнены производителем);
- смонтировать в центр Морзе № 2 конус пиноли;
- установить на ручку натяжения ремня специальный рычаг.
 Верстак для станка Корвет 403
Верстак для станка Корвет 403
Руководствуясь схемой, имеющейся в паспорте станочного оборудования, вы без проблем выполните все указанные действия. Они не требуют от вас каких-либо профессиональных умений.
Назначение
Токарные станки для обработки металла серии «Корвет» ориентированы на качественную и глубокую работу с металлом разного типа и свойств, а также пригодны для работы с деревом, пластиком. При работе реализуется активное точение поверхности. Среди перечня возможных работ следует выделить следующие:
- Точение различного вида.
- Торцевание заготовки.
- Нарезка метрической (дюймовой) резьбы.
- Сверление различной сложности и пр.
Сфера применения токарного оборудования от охватывает все промышленное производство и сервисное обслуживание техники различного назначения. Такая популярность основана на отличных эксплуатационных характеристиках оборудования и большому набору возможных операций. Универсальность станка и возможность работы от стандартной розетки открывают возможности для повсеместного применения.
Использование токарного станка просто: при необходимости изготовить деталь рассчитанных размеров, или расточить ее, нарезать резьбу — в таких задачах токарный станок становится лучшим решением.
Таким образом, токарный станок является неотъемлемой составной частью любой мастерской и сервисного центра. С его помощью можно выполнять множество текущих задач в кратчайшие сроки и с минимальными затратами.
Related Posts via Categories
- Характеристики 1К62 – особенности станка в цифрах
- 1М63 – солидный инструмент для токаря и мастера резьбы
- Школьный токарный станок – почему он популярен не только на уроках труда?
- Токарный мини-станок – незаменимое оборудование для миниатюрной обработки
- ДИП-500 – токарно-винторезный станок для единичных работ
- Токарный станок JET BD-7 – настольный агрегат для бытового использования
- Приспособления для токарного станка – как сделать агрегат более функциональным?
- ИЖ-250 – легендарный токарный станок Ижмаша
- TRENS SE 320 и другие станки известного европейского производителя
- Станок DIY 0714 – недорогой настольный токарник из Китая
Описание работы электрической схемы токарного станка Корвет-403
Станок подключается к розетке сети 220В, 50Гц с помощью вилки с заземляющим контактом. Перед подключением необходимо проверить надёжность соединения станка с заземляющим контактом вилки.
Для включения станка необходимо:
- установить защитный щиток в рабочее положение (в крайне нижнее) SB2
- освободить кнопку аварийного отключения станка SB1, сдвинув крышку в сторону
- выбрать направление вращения кулачкового патрона переключателем SA1
- включить станок нажатием зелёной кнопки SB
Выключить станок можно четырьмя способами:
- переключатель SA1 установить в нейтральное положение
- откинуть защитный щиток в верхнее положение
- нажать кнопку аварийного отключения
- отключить сетевую вилку из розетки
Сведения о производителе токарно-винторезного станка Корвет-403
Производитель — компания Shanghai Joye Import & Export Co., Ltd., Китай, г. Шанхай, основанная в июле 2003 года.
Станки, выпускаемые предприятием Энкор-Инструмент-Воронеж
- Корвет-10 — станок круглопильный деревообрабатывающий переносной
- Корвет-21 — станок рейсмусовый деревообрабатывающий переносной
- Корвет-24 — станок строгальный деревообрабатывающий переносной
- Корвет-27 — станок рейсмусовый деревообрабатывающий переносной
- Корвет-31 — станок ленточнопильный вертикальный по дереву переносной
- Корвет-42 — станок сверлильный настольный Ø 6 х 60
- Корвет-51 — станок шлифовальный ленточный переносной
- Корвет-71 — станок токарный по дереву Ø 250 х 420
- Корвет-82 — станок фрезерный деревообрабатывающий переносной
- Корвет-88 — лобзик электрический
- Корвет-320 — станок многофункциональный деревообрабатывающий переносной
- Корвет 400 — станок токарно-винторезный настольный Ø 180 х 300
- Корвет 401 — станок токарно-винторезный настольный Ø 180 х 300
- Корвет 402 — станок токарно-винторезный настольный Ø 220 х 500
- Корвет 403 — станок токарно-винторезный настольный Ø 220 х 750
- Корвет 407 — станок токарно-фрезерный настольный Ø 220 х 750
Корвет 403
Юрий У
3 года назад Здравствуйте, Виталий. тоже обладатель китайца, но немного другого, известен он как КУ-250, на чипе и других форумах я Гвардеец 37( аватара кот в шапке). при просмотре обзора заметил несколько моментов: 1) хорошее решение Т-пазы на поперечке, но малая продольная… всё что выше уровня Т-паза просто мусор. смотрите ищите другуя малую продольную. как ни будь прилепляйте от ТВ, кировоканца какого ни будь, других станков но ваша это ужас. высоченная ход маленький вы чуть рукой пошевелили она начала шататься на видео даже с не очень хорошим разрешением это заметно. покупка малой продольной поверьте вынет из вас на много меньше денег и затрат чем доработка допиливание укрепление штатной. она пойдет на поделки ( расточную приспособу сделаете , пусть лежит до времени. судя по РМЦ и патрону ему резцы высотой 12-16мм а может и 18-20мм если ими работать с умом. 2) пробуйте точить шестерни из капролона. если есть трудности как? я делал могу пояснить. приспособы делаются из г…на и палок я не шучу. и для продолбить шестерню пластиковую уйдет у вас по первости день, а если приловчиться то будет занимать один зуб до 30 секунд это если оооочень неспеша. почему рекомендую. капролоновые шестерни тише, не требуют смазки практически, и если что…. ну срезало зуб да и бог с ним нарежете еще и не надо будет трястись над каждой шестерней. я как услышал шестерни из чугуна… и это на станке который может эксплуатироваться и при работе на удар. 3) берите обычный трехфазный мотор по оборотам лично у меня штатно стоял мотор 1400об/мин 0,75 КВт. сейчас я бы взял теже 1400 и меньше ( 800-900 об/мин) повышал обороты частотником. и следующий шаг мощности а это 1.1 КВт. и обычный частот ник одну фазу превращает в три по 220В. работает ооочень хорошо, надежно, мотор не греется и работает стабильно. мотор 3 фазы ( АИР например ) и частотник (нундай N700 на 2.2 КВт и ему подобные). 4)отсутствие лимба заставляет работать с применением малой продольной. а вы попробуйте сделать лимб сами. расчитайте сколько перемещается суппорт за один оборот проверьте сколько за 10, 20 и так далее выведите, и если удача улыбнулась и вышло целое или более или менее внятное число а не за оборот 10, 323 мм то просто размечаете лимб с приемлемым количеством рисок. если же нет то например 40 рисок с ценой деления 0.25 и далее промежуток в какие ни будо 0,323мм . ну это пример просто. успехов в труде. что-то подсмотрел. украду в капилку мыслей. мне тоже не нравится маховик продольной подачи у меня. хотел вытачивать новый а увидел что вы просто взяли и напрессовали просто и экономично.
Производитель
Производственная начинает свою историю с 1992 года. На современном этапе это — крупный объект производственно-торговой сферы деятельности, который имеет широкую сеть представительств. Также по всей стране разбросаны розничные торговые точки, что открывает возможность для потребителей приобрести качественное оборудование в непосредственной близости.
География сотрудничества компании с распространителями и поставщиками комплектующих охватывает множество стран Европы и Китая.
владеет несколькими брендами, под которыми на рынок выходит множество разнотипной продукции. Профильными направлениями деятельности является выпуск переносных и промышленных станков.
3 года назад открылось мощное производство в Воронеже. Здесь налажен выпуск труб и фитингов для отопительных систем и для водоснабжения. Цеха оснащены современным оборудованием, а для работ используется только качественное сырье. Таким образом, производителю удалось создать крупное предприятие, поставляющее на рынок более 130 наименований продукции.
После продажи товара предлагает сопровождение каждого изделия после его реализации. Гарантия распространяется на каждый инструмент и оборудование. Для удобства пользователей представительства обслуживающих центров охватывает большинство регионов страны.
Техника безопасности

Перед включением станка важно убедиться в том, что все инструменты удалены с оборудования. Рабочее место следует содержать в чистоте, а во время эксплуатации оборудования следует огородить агрегат
Важно исключить загромождение рабочего пространства посторонними предметами. Не следует начинать эксплуатацию, если пол в помещении скользкий, например, засыпан натертым воском или опилками. Можно убедиться в том, что относительная влажность воздуха не более 80%, если вы планируете включить оборудование.
Важно позаботиться о хорошей освещенности рабочего места. Вокруг станка следует обеспечить свободу передвижения
Устройство не следует перегружать. Прочитав отзывы о «Корвет 403», вы поймете, что важно контролировать исправность деталей и правильность регулировки подвижных узлов, а также соединений. Неисправная деталь должна быть отремонтирована или заменена. Перед тем как начинать работы по настройке или техническому обслуживанию, следует отсоединить вилку питания от розетки электросети. Комплектующие должны быть рекомендованы производителем.
6 Требования техники безопасности при работе на станке
Все защитные механизмы данного токарного оборудования должны находиться в рабочем состоянии. Нельзя использовать станок с неисправными механизмами, проблемами с электродвигателем или электрической проводкой. Запрещено самостоятельно вносить изменения в конструкцию агрегата. Корвет нельзя применять в помещениях с влажностью более 80 процентов.
 Защитные механизмы станка Корвет 403
Защитные механизмы станка Корвет 403
При эксплуатации установки придерживайтесь следующих правил:
- запрещено форсировать рекомендованные рабочие режимы для конкретной металлообрабатывающей процедуры (точение, сверление, торцевание и пр.);
- следите за тем, чтобы стружка не оставалась на детали и на рабочем инструменте;
- за один проход допускается производить точение заготовки максимум на 0,3 мм;
- после каждых 50 часов использования агрегата необходимо выполнять его технический осмотр на предмет правильного положения сопрягаемых узлов и комплектующих;
- из поддона стружка удаляется при неработающем оборудовании щеткой и крючком;
- при проведении техобслуживания станка требуется следить за тем, чтобы используемые масла и смазки не попадали на управляющие рукоятки, рычаги и кнопки.
 Эксплуатация станка Корвет 403
Эксплуатация станка Корвет 403
Категорически запрещается:
- запускать агрегат в тот момент, когда резец не полностью отведен от обрабатываемой детали;
- останавливать заготовку либо патрон принудительно при помощи рук;
- вставлять в не полностью остановившийся самоцентрирующийся патрон ключ;
- обрабатывать литьевые изделия, на которых имеются необрезанные раковины или литники;
- запускать станок с незафиксированной заготовкой, а также с ключом, оставленным в патроне.
После каждого использования агрегата необходимо смазывать его узлы: ось шестерни, концевые опоры, поверхности каретки и корпуса задней бабки, фартук каретки, рычажный механизм запуска автоподачи. На них нужно наносить 1–2 капли смазочного состава. Также маслом смазываются направляющие, ходовой винт, пиноль бабки. А вот салазки и зубья шестерен обрабатываются густым маслом по всей длине.
С этим читают
- Характеристики вертикально-сверлильного станка 2н118
- Токарно-винторезный станок 1м61, паспорт, характеристики, схема, руководство
- Токарный станок 1д601 технические характеристики
- Обзор токарных станков корвет
- Технические характеристики токарно-винторезного станка 1к625
- Что такое зиговочная машина и где применяется это оборудование?
- Токарный станок 16к20
- Обзор токарного станка тв-320: технические характеристики и особенности
- Токарный станок тнп-111
- Назначение и устройство, технические характеристики токарного станка 1а62





