Содержание
Конструкция КПП станка
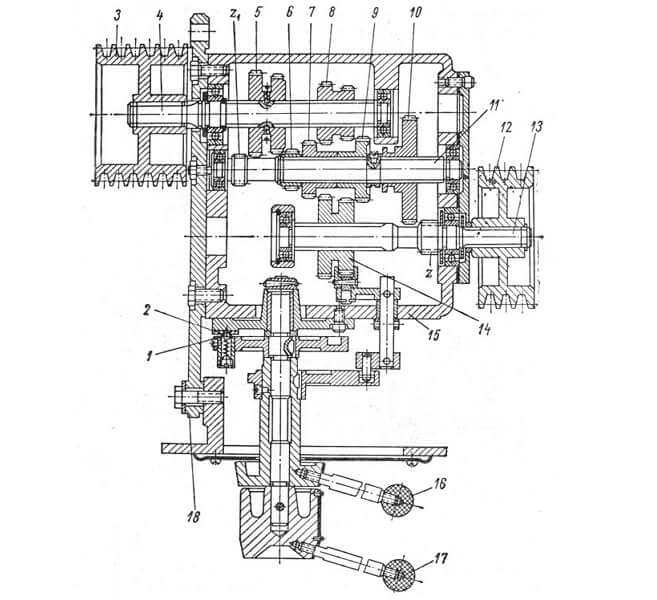
Коробка скоростей в этой модели токарного аппарата включает:
- 3 цилиндра, располагающиеся один за другим с 3 подшипниками;
- 3 одиночные шестеренки, которые образуют две активные шестерни.
Эти узлы дают вращение оси, через вал, рабочие передачи зубчатого типа. В случае если потребуется задать увеличенную частоту оборотов оси, то она за счет кулачковой муфты подсоединяется прямо к валу.
Регулирование требует совершения последовательных действий, совершаемых вручную:
- Определение держателя резцов в нужное положение;
- Регулировка позиции задней бабки агрегата;
- Контроль суппорта (основной модуль).
Классификация оборудования
Для облегчения ориентации в большом количестве агрегатов разного предназначения разработана десятичная система. Она позволяет по аббревиатуре названия определять выполняемые устройством операции. Если оборудование стандартное расшифровать название не составит труда.Выполняемые операций и использующиеся режущие инструменты, определяют девять групп станков. Первая цифра в названии определяет группу, в нашем случае (1) говорит о принадлежности к токарной. Вторая цифра говорит о типе механизма, если (6), то токарные и лобовые. Последние цифры, указывает технические характеристики, высоту центров в см, (а) говорит о том, что в станке улучшены параметры, по сравнению с первым выпуском. У токарно винторезного станка 1А616 технические характеристики претерпели изменения на основании эксплуатационных данных.Агрегаты данной группы делятся:
- легкие, используются в приборостроении и инструментальном производстве;
- средние, основа группы, использование приспособлений, автоматизация процессов;
- тяжелые, обработка крупногабаритных деталей.
Среди них выделяются:
- универсальные, способные выполнять большое количество процессов;
- специализированные, предназначены для узкого круга операций.
Все узлы выше рассмотренных механизмов имеют одинаковое назначение и название. Их устройство можно понять, изучив паспорт изделия. В нем вы получите обзор необходимой информации.
Не изучив инструкции и руководства, которые прилагаются к оборудованию, токарь не допускается к работе.
Функциональные возможности
Данное устройство применяется для обработки изделий небольших и средних размеров. Агрегат может работать и с инструментами из быстрорежущей стали. Указанный токарный станок по металлу может использоваться и на больших предприятиях, выпускающих продукцию в промышленных масштабах, и на частных производствах.
 Устройство токарного станка 1а616
Устройство токарного станка 1а616
Помимо обработки изделий аппарат способен выполнять следующие операции:
- рифление сетчатой матрицей;
- обработка фасонных изделий, имеющих форму конуса;
- сверление;
- точение торцов;
- резьба при помощи плашки, резца и метчика;
- огранка изделий, имеющих форму цилиндра, конуса (как с внутренней, так и с внешней стороны);
- развертывание отверстий разной формы.
Такой станок способен обрабатывать изделия, выполненные из любого материала. Обработка проводится насадками, сделанными из твердых сплавов, и приспособлениями из быстрорежущих металлов.
Аппарат имеет следующие технические характеристики:
- диаметр сквозного отверстия составляет 34 мм;
- общие размеры составляют 2135*1225*1220 мм;
- максимально допустимая длина изделия для обработки составляет 711 мм;
- вес агрегата составляет 1499 кг;
- интервал вращения шпинделя составляет от 9 до 1799 оборотов в минуту путем регулирования параметра при помощи 21 ступени;
- максимально допустимый диаметр обрабатываемого изделия над станиной составляет 321 мм, над суппортом — 179 мм;
- максимально допустимая длина обтачивания составляет 660 мм;
- резьбовой конец шпинделя имеет тип 6К.
 Резьбовой конец шпинделя типа 6К
Резьбовой конец шпинделя типа 6К
Конструкция и принцип работы
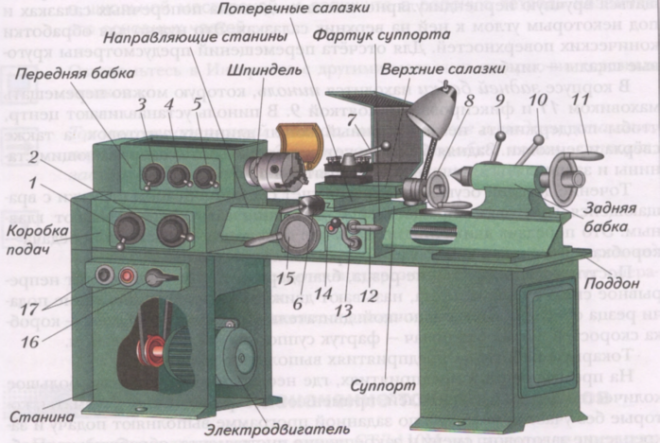
В конструкции 1А616 можно выделить следующие основные узлы:
- тумбы — передняя и задняя;
- задняя бабка;
- передняя бабка, где находится несколько механизмов: реверсивное устройство, звено, отвечающее за повышение шага, переборный механизм;
- блок, состоящий из сменных колес;
- шкаф, в котором размещена электрическая система;
- фартук, в котором находится механизм подач;
- несущая станина;
- коробка подач;
- система, отвечающая за охлаждение режущего инструмента;
- коробка переключения скоростей;
- поддон, где собирается стружка и отработанная охлаждающая жидкость.
Органы управления станка 1А616 (нажмите, чтобы увеличить)
Принцип работы данной модели токарного станка можно представить в виде следующей схемы.
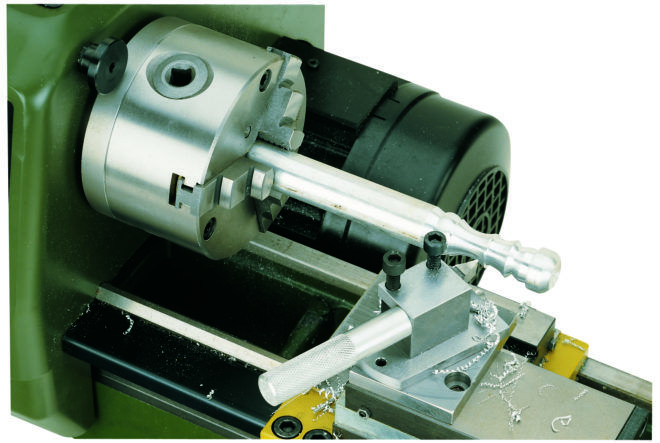
- Заготовку, которую необходимо обработать, фиксируют в патроне станка или между его центрами.
- Резцы закрепляются в резцедержателе, размещенном на суппорте агрегата. Одновременно в таком резцедержателе можно закрепить до 4 резцов.
- Если в заготовке необходимо выполнить сверление, расточку отверстий или нарезание внутренней резьбы, то соответствующий инструмент закрепляют в пиноли задней бабки.
- Обработка на 1А616, как и на токарно-винторезных станках других моделей, обеспечивается за счет комбинирования двух движений: поступательного перемещения режущего инструмента и вращения детали. Благодаря сочетанию таких движений на станке можно выполнять обработку деталей цилиндрической, конической и фасонной конфигурации, винтовых поверхностей, торцов заготовки.
Передача вращения на шпиндель устройства и, соответственно, на обрабатываемую заготовку осуществляется при помощи ременного шкива, установленного между его опорами. Можно менять приводной клиновой ремень, если в этом возникла необходимость, не снимая шпиндель, что обеспечивает специальное устройство его задней опоры. В конструкции токарного станка этой модели реализован принцип раздельной передачи движения на его суппорт, который может перемещаться за счет ходового винта или ходового валика. В обмотку двигателя оборудования подключен статор постоянного тока, что позволяет обеспечить эффективное торможение привода агрегата.
Передняя бабка 1А616
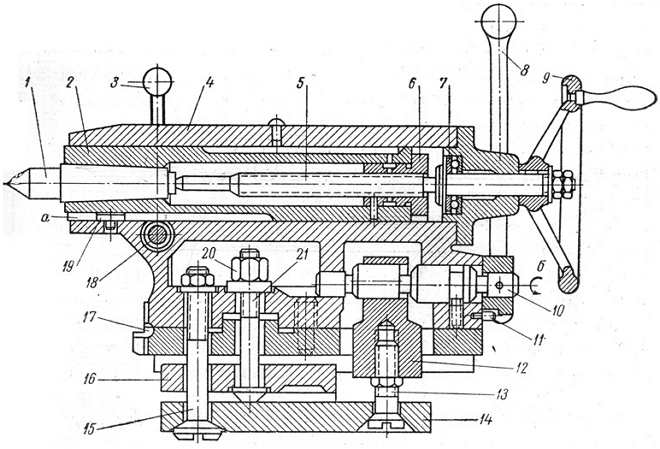
Задняя бабка 1А616
Органы управления
Смещение суппорта станка осуществляется по винтовой оси в ручном режиме (его максимальная величина достигает 195-ти мм). Для продольного перемещения используется специальный вал, обеспечивающий максимальный сдвиг в 670 миллиметров. Параметры подач практически одинаковы; они выбираются оператором в границах от 0,065 до 0,91 об/мин.
Допускается заменять входящие в механизм шестерни на их прецизионные аналоги, что гарантирует получение сверхточной резьбы. Для подготовки стандартной нарезки менять скорость подача нет необходимости. При работе в прецизионном режиме ходовой винт включается напрямую.
Коробка скоростей станка
Специфика устройства 1А616 допускает переключение оборотов рабочего вала в большом диапазоне вращающих моментов. С этой целью в его составе предусмотрена 12-ти скоростная коробка передач (КП), благодаря которой точность нарезания резьбы заметно повышается.
Обратите внимание: Подвижное крепление коробки позволяет регулировать натяжение передаточных ремней. Для управления КП на станине имеются две рукоятки, перемещаемые влево и вправо
Одна из них рассчитана на 4 положения, а другая – на три
Для управления КП на станине имеются две рукоятки, перемещаемые влево и вправо. Одна из них рассчитана на 4 положения, а другая – на три.
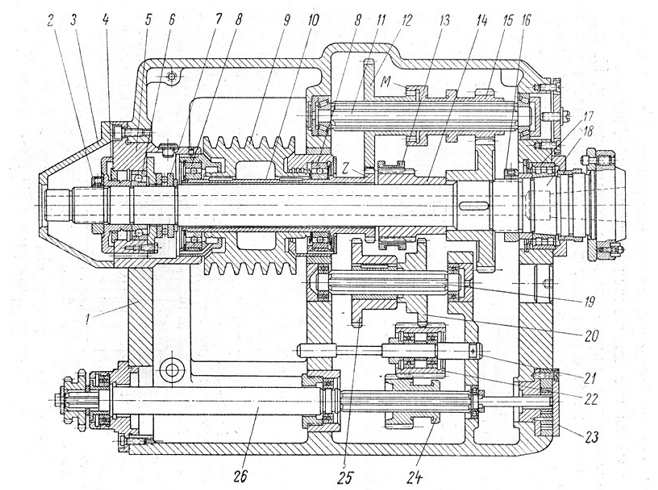
Передняя бабка
Этот узел располагается спереди станины и приводится во вращение от 12-ти скоростной коробки передач посредством ременного привода. Особенности устройства передающей момент вращения муфты позволяют увеличить число режимов обработки с 12-ти до 24-х. А так как 3 позиции уже предусмотрены в переборном устройстве – всего главный узел может работать с 21-ой вращательной скоростью.
Дополнительная информация: Переключение с механизма перебора на муфту и обратно осуществляется посредством специальной рукояти.
Передняя часть конусообразной шейки вала фиксируется в двурядном подшипнике качения, местоположение которого можно регулировать. Другой ее конец закрепляется в неподвижном однорядном подшипнике скольжения. Помимо этого, в узел встраивается шариковая опора, принимающая продольную нагрузку от вала.
Фартук
В изделии модели 1А616 закрытая конструкция фартука предельно упрощена. В его состав входят механизмы, обеспечивающие движение суппорта в двух направлениях. Оно осуществляется посредством 2-х рукояток, каждая из которых ответственна за свое направление. Их запуск осуществляется круговым движением на себя, а остановка – таким же смещением, но только от себя.
Суппорт токарно-винторезного станка
Движение подачи суппорта передается ему от приводного шпиндельного узла. Его конструкция предусматривает не только продольное, но и поперечное смещение.
При этом за движение продольного резания ответственны ременные передачи, а также уже рассмотренная ранее 12-ступенчатая коробка передач.
Задняя бабка токарного станка
Основное назначение заднего узла – надежно поддерживать при обработке негабаритные заготовки, обеспечивая их статическую и динамическую центровку. Кроме того, с его помощью осуществляется фиксация режущего инструмента. Сам узел крепится к направляющим станины посредством болтового сочленения, управляемого специальной рукояткой.
Регулирование и ремонт оси
В процессе эксплуатирования аппарата возникают разные ситуации, и в них шпиндель может выйти из строя. Стоит сказать, что любые дефекты решаются.
Контроль зазора подшипников агрегата
Коррекция совершается в несколько этапов:
- Нужно затянуть внутреннее кольцо;
- установить требуемое положение стопором;
- Проверить правильную настройку по индикатору агрегата. Ось должна свободно проворачиваться.
Наладка осевого зазора аппарата элементарна и включает:
- Снятие защитного колпачка;
- Требуется произвести давление пинолью на передний центр до касания гайки и втулки. Гайку заворачивать нежелательно.
Настройка и смена ремней блока скоростей на электрошпинделе
- Скрутить крепежные винты аппарата;
- подправить ремни гайками до оптимального значения;
- Вернуть винты на исходную позицию.
Процедура смены ремней включает:
- Уборка защитного инвентаря, доставляющие смазку;
- В винтовые проемы закрепляются винты М12 для показа буксы;
- В вышедшее отверстие вставляют ремни на создание шва;
- Букса возвращается на изначальное место, как и другие комплектующие.
На практике, эксплуатирование на металлообрабатывающем токарном станке 1А616 доступно как знатокам, так и начинающим токарного дела. Они довольны и отмечают хорошее качество оборудования и составных частей. Любой желающий может справиться с ремонтом и настройкой системы агрегата.
Основная комплектация и технические характеристики оборудования
В комплект станков марки 1А616 входят образцы резцов твердосплавных, по необходимости применяемых для нарезки резьбы. Помимо этого в нем имеется специальный набор быстрорежущего инструмента.
Станок располагает следующими рабочими характеристиками:
- Предельная длина заготовок, подлежащих обработке – 71 см.
- Диапазон выполняемого на станке обтачивания – 66 см.
- Предельный размер устанавливаемых болванок, закрепляемых сверху суппорта – 18 см, а непосредственно над станиной – 32 см.
- Диаметр рабочего вала под шпиндель – 3,5 см.
- Масса станины с навесным оборудованием – 1,5 тонны.Резьбовой конец вала шпинделя имеет тип «6К».
И, наконец, габариты станочного корпуса в классическом исполнении составляют 2,1х1,22х1,2 метра.
Движение подач и резания
Резцедержатель получает от главного вала аппарата движения подач, благодаря чему резец перемещается прямолинейно и поступательно. Согласно паспорту, коробка, отвечающая за подачи, может обеспечивать до 48 скоростей, но по факту их число не превышает 24, за счет совпадения ряда скоростей. Мелкозубная муфта отвечает за включение подач на суппорт в осевом направлении, а ходовой винт, приходящий в движение за счет вала, обеспечивает перпендикулярную подачу.
Шпиндель обеспечивает вращение резцедержателя в тех случаях, когда необходимо нарезать резьбу с шагом менее 6 мм. А звено повышения шага и активированный перебор используются при необходимости нарезки резьбы с большим шагом. Для этого необходимо смещать блок зубчатых колес вправо, пока зубчатое колесо полого вала не зацепится за левое зубчатое колесо блока.
Резательные движения представляют собой одновременное вращение основного вала аппарата и обрабатываемой болванки. При подобном движении резцедержатель движется в осевом и перпендикулярном направлении, относительно ходового вала. Подобное перемещение достигается за счет раздельного привода, состоящего из:
- суппорта, имеющего 4 позиции;
- 12-ступенчатой коробки скоростей;
- 2 предусмотренных клиноременных передач.
Трехваловая коробка скоростей имеет в своей конструкции одиночное подвижное зубчатое колесо и 3 двойных подвижных блока, состоящих из двух зубчатых колес и обеспечивающих увеличение числа скоростей. Если кулачковая муфта активна, то верхние обороты на главный вал передаются от полого винта, а их скорость устанавливается за счет зацепки зубчатых колес, имеющих различные параметры. Если вал необходимо обеспечить большую скорость, то его соединяют напрямую с полым валом.
Согласно отзывам новичков, управление данным агрегатом не является сложным, но для него следует проделать несколько ручных манипуляций, таких, как:
- разворот и установка суппорта в необходимое положение;
- перемещение заднего узла, в котором располагается пиноль;
- установка резцедержателя.
Это интересно: Токарно-винторезный станок 1М63Н — устройство, технические характеристики
С этим читают
- Характеристики вертикально-сверлильного станка 2н118
- Токарно-винторезный станок 1м61, паспорт, характеристики, схема, руководство
- Технические характеристики токарно-винторезного станка 1к625
- Обзор токарного станка тв-320: технические характеристики и особенности
- Токарный станок 1д601 технические характеристики
- Технические характеристики токарно-винторезного станка 16к25
- Токарный станок 16к20
- Назначение и устройство, технические характеристики токарного станка 1а62
- Обзор широкоуниверсального фрезерного станка 676, описание, паспорт
- Технические характеристики, конструкция и схемы горизонтально-фрезерного станка модели 6р82





