Содержание
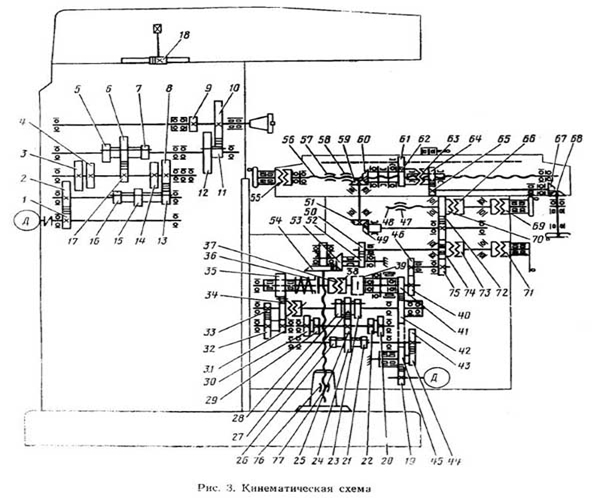
Кинематическая схема
По кинематической схеме видно, что привод соединен с электродвигателем через муфту. Она отвечает за передачу движения конструктивному узлу. Трансформации трех блоков определяют число оборотов шпинделя. Возможно сообщение до 13 скоростей, при этом нет необходимости переходить поэтапно.
Электродвигатель, расположенный в консоли, осуществляет деятельность привода передач. Происходит это путем одной из 18 различных подач через кулачковую муфту к винтам. Те в свою очередь на горизонтальном стане могут быть трех видов: вертикальные, продольные и поперечные.
Важна функция фрикциона перемещения, который осуществляет движения через зубчатые колеса до подач. Эта детали соединяется с муфтой, ограничиваются одновременный функционал. Станина фиксируется штифтами по схеме, закреплена жесткими способом.
Наладка консольно-фрезерного станка модели 6М12П
ГГТУ им.П.О. Сухого , МРСиРИ, МРС, наладка станка 6М12П, 2015
Фрезерование архимедовой спирали на дисковом кулачке. Станок 6М12П, Подъем h=75мм, угол 45, Наружный диаметр кулачка D=250мм, Материал- сталь 45ХН
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА СТАНКА модели 6М12П Размеры рабочей площадки стола в мм 320 1250 Пределы угла поворота стола в град 45 Число скоростей вращения горизонтального шпинделя 18 Пределы чисел оборотов шпинделя в минуту 31,5-1600 Пределы величин подач в мм/мин: продольных 25-1250 поперечных 25-1250 вертикальных 8,3-416,6 Мощность электродвигателя привода шпинделя в кВт 7
Главные преимущества станка 6М12П: 1. закрепление в шпинделе инструмента — механизированный процесс 2. винтовая пара снабжена дополнительной системой периодического регулирования 3. установлена предохранительная муфта, защищающая от перегрузок 4. диапазон вращения шпинделя и режимы подачи станка достаточно высоки 5. надежность, качество выполняемых операций и надлежащий уровень безопасности 6. Увеличена рабочая поверхность, по сравнению с аналогами За счет установки дополнительного оборудования на фрезерный станок 6М12П (тисков, универсальной головки, редукторов и т.д.) может быть значительно улучшено качество обработки. Технологические возможности станков могут быть расширены за счет применения на них делительной головки.
Состав: Общий вид станка 6М12П, кинематическая схема, наладка, ПЗ
Софт: КОМПАС-3D 15
Рекомендации по эксплуатации
Электрическая схема станка
Перед началом работы на станке необходимо изучить паспорт оборудования, его характеристики. В нем представлены технические требования к установке, правила эксплуатации и порядок проведения ремонтно-профилактических работ.
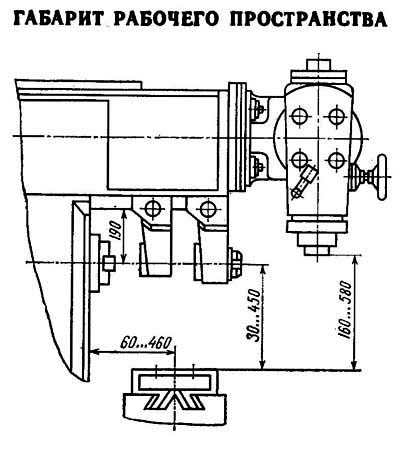
Выбор места установки оборудования определяется согласно его габаритам, массе и характеристикам. При этом необходимо учитывать свободное пространство для рабочего, а также установку заготовки на рабочий стол. В последнем случае нередко применяют специальные подъемные механизмы.
Дополнительно паспорт содержит следующие рекомендации по эксплуатации вертикально-фрезерного станка 6Р12:
- после распаковки с поверхности станка необходимо убрать защитно-смазочный слой. Для этого используются специальные составы;
- выполнение процедуры смазки узлов и компонентов согласно схеме в паспорте;
- перед началом работ проверяется отсутствие дефектов и правильность настройки оборудования. При этом учитывается, что его фактические эксплуатационные показатели могут отличаться от номинальных вследствие длительной работы;
- после установки фрезы необходимо монтировать защитное ограждение. Оно входит в стандартную комплектацию оборудования;
- по окончании монтажа станок запускается на холостом ходу без установки обрабатываемой детали. Проверяются все режимы работы.
Краткий видеообзор позволит создать впечатления о возможностях станка 6Р12:
Современные модели
Современные промышленные предприятия широко используют высокоточное оборудование с числовым программным управлением, однако, невозможно представить предприятие без оборудования с механическим управлением. Хотя механическим его можно назвать условно, так как практически все элементы конструкции работают от электрических приводов. Механическими остались приводы подачи стола и шпинделя с дублированием задания постоянной числовой величины подачи электрическим приводом.
У производителей фрезерно-вертикальных станков выпускаемые модели имеют одинаково узнаваемые черты.
Основным недостатком всех моделей можно считать высокую стоимость и ограниченный срок эксплуатации. Кроме этого, сложно найти специалиста, который сможет отремонтировать неполадку, если поставщик после реализации продукции не предоставляет последующего обслуживания.
К вертикально-фрезерным станкам относятся следующие модели: 6М12П, 6Р12Б, 6С12, 6Н12, 6Р12, 6Т12. Они нашли широкое применение не только в бывших республиках СССР, но и успешно экспортируются за рубеж. Это надёжное, качественное оборудование, которое не требует к себе пристального внимания. Современные заводы систематически улучшают конструкцию оборудования и по возможности увеличивают скорость резания. Из года в год технологические возможности различных моделей улучшаются.
Конструкция и комплектация
Все технические характеристики, которые делают станок широкоуниверсальным и популярным для различных видов производств, обусловлены его конструктивными особенностями.
Масса и габаритные размеры
Станок отличается крупными габаритами. Его масса составляет 4440 кг. Габаритные размеры агрегата в см:
- длина – 257;
- ширина – 225.2;
- высота – 204.
Расположение составных частей
Этот агрегат относится к металлорежущим станкам повышенного класса точности. Основной сборочной единицей, на которой крепятся все детали от станка и механизмы является станина. По ее вертикальным направляющим перемещается консоль, а по горизонтальным – хобот.
С левой стороны расположена планка с кулачками, которая ограничивает ход консоли. с правой стороны станины расположена станция управления. Непосредственно в корпусе станины вмонтирована коробка скоростей горизонтального шпинделя. Также к основным механизмам относятся:
вертикальная инструментальная головка;
- гидросистема;
- электрический привод;
- основной рабочий стол;
- поворотный хобот.
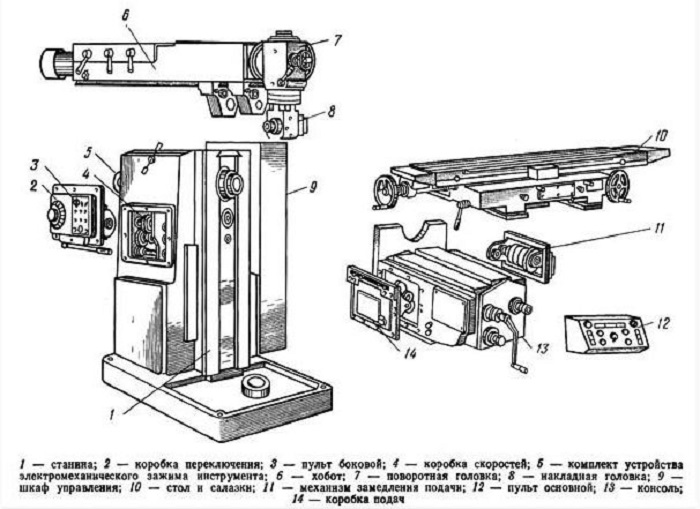
Имеется и дополнительная комплектация данного станка, в которую входит: делительная головка, накладной рабочий стол и механизм для выбора зазоров.
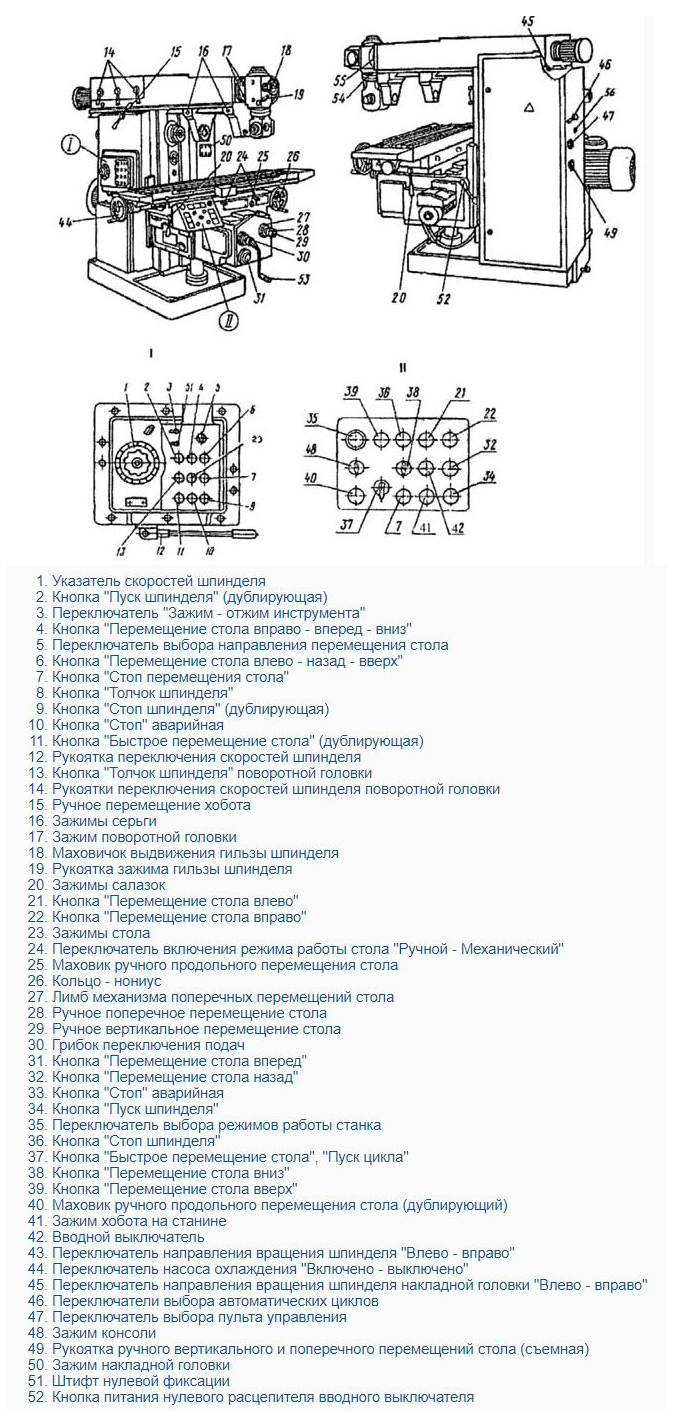
Органы управления
Станок включает в себя несколько основных узлов для управления. К ним относятся:
- несколько различных кнопок для пуска, остановки и поворота шпинделя;
- орган управления для перемещения стола вверх, вниз, влево и вправо;
- кнопка для толчка шпинделя у поворотной головки;
- зажимы для стола и салазок;
- переключатель автоматических циклов;
- переключатель для насоса охлаждения;
- ручки для перемещения стола поперек и вертикально.
Частота вращения шпинделя зависит от пути передвижения блоков с зубчиками по шлицевым валам.
Перечень органов управления
Следующие составные станка являются не менее важными, чем предыдущие:
КП или коробка передач
Всего показателей передач у оборудования 18. Это обособленный узел. Обычно размещается на консоли, с левой стороны. Устройство для переключения передач располагается прямо на консоли. Передняя часть снабжается так называемым лимбом – его используют, чтобы наносить на поверхность определённые показатели передач. Метки позволяют без проблем задавать показатели подачи для рабочей поверхности, в плоскостях по горизонтали или вертикали.
Поворотная головка
Выглядит как шпиндель, который располагается вертикально. Снабжается дополнительно валиком для приёма. Шпиндель перемещается по оси при использовании специального маховика, последний размещается внутри специальной гильзы. Рукоятка находится внутри левой части гильзы. Благодаря этому легко выполнять зажим при необходимости.
Коробка скоростей
Всего используется 18 чисел, на которых происходит вращение шпинделя. Устанавливается внутри корпуса станины. На шарикоподшипниках монтируют валы этой коробки. Плунжерный насос, регулирующий смазку, находится на одной из таких деталей.
Салазки вместе с рабочим столом
Салазки зажимаются на консоли благодаря воздействию эксцентриковых зажимов. Движение начинается от винта, располагающегося поперечно. На следующем этапе всё переходит к направляющим в форме прямоугольника, консольного типа.
Стол перемещается так же при помощи направляющих, о которых говорилось ранее. Он – финальный компонент цепи подач, соблюдающей продольное положение. Винт вращающего типа отвечает за реализацию подобной схемы. Рукоятку кулачковой муфты надо запустить, чтобы началось движение.
Допустима настройка стола в трёх режимах: маятниковом, с автоматикой и полуавтоматикой.
Маятниковый режим контролируется с помощью кулачков. Детали монтируются на боковой поверхности стола, располагающейся спереди. При появлении блокировки у рычага продольного хода маятниковый режим работы нельзя останавливать, это приводит к поломкам агрегата.
Информация о файле
Станок консольно-фрезерный с программным управлением мод. 6А12П
Станок консольно-фрезерный мод. 6А12Р
Луганский станкостроительный завод
Руководство по эксплуатации. 1970 год
Скачать еще файлы по электрике, электросхемы станка 6С12
Консольно-фрезерный станок 6А12П с программным управлением предназначен для выполнения всех видов фрезерных работ. Система программного управления дает возможность осуществлять в любой последовательности прямолинейные перемещения стола в трех прямоугольных координатах в пределах 24 переходов. Станок используется для автоматической обработки различных ступенчатых поверхностей, фрезерования прямоугольной спирали, расточки отверстий, фрезерования шпоночных канавок, выполнения маятникового, скачкообразного, строчного циклов, обработки внутренней и наружной рамок и т. д. При работе станка 6А12П по программе обеспечивается высокая степень точности (+0,05 мм). Это достигается введением в привод подач узла замедления, сводящего до минимума инерционные перебеги стола и обеспечивающего высокую стабильность размеров при повторении циклов. На станке предусмотрен также автоматический отвод детали от инструмента при ускоренных ходах стола и возврат ее в исходное положение при переходе на ,рабочую подачу, что предохраняет обработанную поверхность от повреждений инструментом. Это сокращает машинное время, необходимое для вывода инструмента из зоны резания. Гидравлический механизм выбора люфта в паре винт—гайка способствует сохранению постоянного натяжения независимо от степени износа гайки. В связи с этим можно широко применять на станке прогрессивный метод попутного фрезерования. Конструкцией гидравлического механизма предусматривается возможность регулирования степени натяжения в винтовой паре в зависимости от режима резания. Наличие на станке поворотной головки и возможность перемещения шпинделя в осевом направлении позволяют производить фрезерование под различными углами. Кнопочное управление станка — гибкое: одновременно можно осуществлять два три движения стола (рабочую и замедленную подачи) или ускоренный ход. При помощи кнопок осуществляется также толчковый режим (движение стола только при нажатой кнопке). В электросхеме станка предусмотрена возможность включения его в автоматическую линию, а при наличии загрузочного устройства — превращения станка в автомат.
Два, три и более станков модели 6А12П может обслуживать один рабочий.
Станок 6А12Р унифицирован со станком 6А12П. Однако он не имеет программного управления и, значит, пульта набора и считывания программы, блоков электроупоров, электрооборудования, связанного с програм-ным управлением, узла замедления в коробке подач. Система управления станком 6А12Р простая и удобная. В зависимости от потребностей производства возможны следующие варианты управления: вручную от рукоятки, кнопочное, автоматическое и полуавтоматическое (маятниковый и скачкообразный циклы).
На станке 6А12Р могут быть установлены поворотный стол, делительная головка и ряд других приспособлений, повышающих технические возможности станка.
Выражаем благодарность всем, кто помог переправить этот паспорт станка из Украины в Россию: это наши форумчане Хасанов Алексей , Добрый клептоман и Acetylenum .
С этим читают
- 6р81г станок консольно-фрезерный горизонтальный паспорт, схемы, описание, характеристики
- Технические характеристики, конструкция и схемы горизонтально-фрезерного станка модели 6р82
- Характеристики вертикально-сверлильного станка 2н118
- Подробный обзор вертикального консольно-фрезерного станка 6р11
- Токарно-винторезный станок 1м61, паспорт, характеристики, схема, руководство
- Обзор широкоуниверсального фрезерного станка 676, описание, паспорт
- Круглошлифовальный станок 3м151
- Технические характеристики токарно-винторезного станка 1к625
- Токарный станок 1д601 технические характеристики
- Описание параметров горизонтально-фрезерного станка 6р82





