Содержание
- 1 Условия эксплуатации оборудования
- 2 Кинематическая схема
- 3 Информация о файле
- 4 Что известно о производстве станка
- 5 Тактико-технические характеристики самолета Р-6 (АНТ-7)
- 6 5 Кинематическая схема станка
- 7 Технические характеристики
- 8 Общие технические характеристики модели 6Р81
- 9 Сведения о производителе консольно-фрезерного станка 6р13, 6р13Б
- 10 Расположение органов управления консольно-фрезерным станком 6Р12
- 11 Стан’Ок
- 12 Сравнительные и технические характеристики:
Условия эксплуатации оборудования
Аппараты моделей горизонтально-фрезерных станков 6Р81Г, 6Р81 на сегодняшний день не выпускаются заводами изготовителями. Вместо них создаются более модернизированные модели. Каждый из современных агрегатов оснащен электронным блоком управления. Это позволяет снизить человеческий фактор, который заключается в браке при изготовлении детали, и повысить класс точности.
Однако данные аппараты можно увидеть еще в использовании для индивидуальных целей. А стажировка сроком в два месяца позволяет человеку быстро научиться обращаться с агрегатом.
Система смазки в этом агрегате должна всегда функционировать нормально. Если по какой-то причине оно перестает поступать в специальный осек для этого, то рекомендуется агрегат отключить от питания электросети. И проверить насосы и механизмы подачи. На станке находятся две централизованные системы подачи масла. Первая в приводе шпинделя, вторая в механизме подачи.
Если вдруг не включается подача на фрезерном станке, в первую очередь проверить наличие масла в коробке передач. Во втором случае, может сработать блокировка. Подача может не работать при неправильном вращении двигателя.
Ремонт фрезерного станка 6Р81
А также масляные фильтры должны периодически очищаться. Это позволит станку долгие годы функционировать без нареканий.
Вовремя проведенные профилактические работы позволят использовать данный аппарат длительное время без нужды в ремонте.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
В ремонте тоже пригодится:
- Ленточная подсветка для кухни
- Покраска потертостей на бампере
- Технологическая карта утепление стен методом термошуба
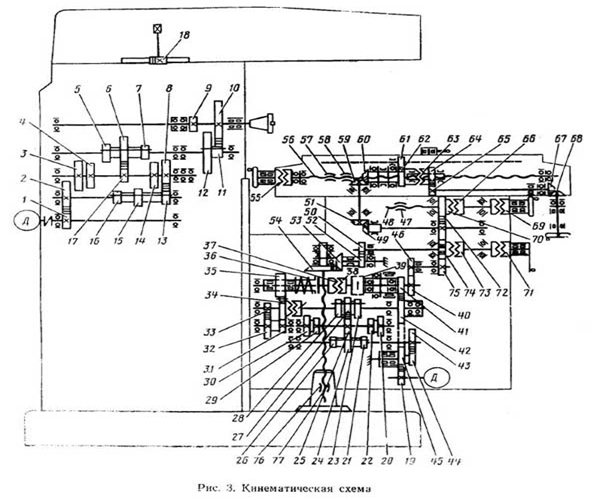
Кинематическая схема
По кинематической схеме видно, что привод соединен с электродвигателем через муфту. Она отвечает за передачу движения конструктивному узлу. Трансформации трех блоков определяют число оборотов шпинделя. Возможно сообщение до 13 скоростей, при этом нет необходимости переходить поэтапно.
Электродвигатель, расположенный в консоли, осуществляет деятельность привода передач. Происходит это путем одной из 18 различных подач через кулачковую муфту к винтам. Те в свою очередь на горизонтальном стане могут быть трех видов: вертикальные, продольные и поперечные.
Важна функция фрикциона перемещения, который осуществляет движения через зубчатые колеса до подач. Эта детали соединяется с муфтой, ограничиваются одновременный функционал. Станина фиксируется штифтами по схеме, закреплена жесткими способом.
Информация о файле
Паспорт 6А12П станок консольно-фрезерный с программным управлением. Паспорт 6А12Р станок консольно-фрезерный. Луганский станкостроительный завод.
Руководство по эксплуатации, 1970г. — 6A12P_6A12R_Frezer.djvu
Электросхема принципиальная консольно-фрезерного станка 6А12П — 6A12P_elektro.djvu
Скачать еще файлы по электрике, электросхемы станка 6С12
Консольно-фрезерный станок 6А12П с программным управлением предназначен для выполнения всех видов фрезерных работ. Система программного управления дает возможность осуществлять в любой последовательности прямолинейные перемещения стола в трех прямоугольных координатах в пределах 24 переходов. Станок используется для автоматической обработки различных ступенчатых поверхностей, фрезерования прямоугольной спирали, расточки отверстий, фрезерования шпоночных канавок, выполнения маятникового, скачкообразного, строчного циклов, обработки внутренней и наружной рамок и т. д. При работе станка 6А12П по программе обеспечивается высокая степень точности (+0,05 мм). Это достигается введением в привод подач узла замедления, сводящего до минимума инерционные перебеги стола и обеспечивающего высокую стабильность размеров при повторении циклов. На станке предусмотрен также автоматический отвод детали от инструмента при ускоренных ходах стола и возврат ее в исходное положение при переходе на ,рабочую подачу, что предохраняет обработанную поверхность от повреждений инструментом. Это сокращает машинное время, необходимое для вывода инструмента из зоны резания. Гидравлический механизм выбора люфта в паре винт-гайка способствует сохранению постоянного натяжения независимо от степени износа гайки. В связи с этим можно широко применять на станке прогрессивный метод попутного фрезерования. Конструкцией гидравлического механизма предусматривается возможность регулирования степени натяжения в винтовой паре в зависимости от режима резания. Наличие на станке поворотной головки и возможность перемещения шпинделя в осевом направлении позволяют производить фрезерование под различными углами. Кнопочное управление станка — гибкое: одновременно можно осуществлять два три движения стола (рабочую и замедленную подачи) или ускоренный ход. При помощи кнопок осуществляется также толчковый режим (движение стола только при нажатой кнопке). В электросхеме станка предусмотрена возможность включения его в автоматическую линию, а при наличии загрузочного устройства — превращения станка в автомат. Два, три и более станков модели 6А12П может обслуживать один рабочий. Станок 6А12Р унифицирован со станком 6А12П. Однако он не имеет программного управления и, значит, пульта набора и считывания программы, блоков электроупоров, электрооборудования, связанного с программным управлением, узла замедления в коробке подач. Система управления станком 6А12Р простая и удобная. В зависимости от потребностей производства возможны следующие варианты управления: вручную от рукоятки, кнопочное, автоматическое и полуавтоматическое (маятниковый и скачкообразный циклы). На станке 6А12Р могут быть установлены поворотный стол, делительная головка и ряд других приспособлений, повышающих технические возможности станка.
Что известно о производстве станка
Горизонтально-фрезерный станок 6Р82 был разработан в 70 годы прошлого столетия. После испытаний и доработок был запущен в массовое производство на Горьковском заводе фрезерных станков в 1970 году. Модель несколько раз модернизировалась, на нее устанавливали ЧПУ.
В настоящее время завод на Волге продолжает выпускать современные модели фрезерного металлообрабатывающего оборудования на базе 6Р82. Станки старого образца перекочевали в домашние мастерские и на небольшие предприятия и продолжают изготавливать планки, столы и рейки с высокой точностью.
Справка! Горьковский завод фрезерных станков был введен в строй в 1931 году по сталинской программе индустриализации страны. До конца XX столетия он был практически единственным производителем фрезерных станков разного типа на территории страны. Сейчас оборудование завода выпускается под маркой ФЗС.
Тактико-технические характеристики самолета Р-6 (АНТ-7)
— Главный конструктор: Туполев А. Н.- Первый полёт: май 1930- Конец эксплуатации: 1944- Единиц произведено: 406
Экипаж Р-6 (АНТ-7)
— 4 человека
Размеры Р-6 (АНТ-7)
— Длина: 15,06 м- Размах крыла: 23,2 м- Высота: 6,92 м- Площадь крыла: 80 м²- Нагрузка на крыло: 76,6 кг/м²
Вес Р-6 (АНТ-7)
— Масса пустого: 3900 кг- Масса снаряжённого: 4690 кг- Нормальная взлётная масса: 6130 кг
Двигатель Р-6 (АНТ-7)
— 2 × поршневые М-17Ф- Мощность двигателей: 2 × 500 л.с. (2 × 373 кВт)- Тяговооружённость: 121 Вт/кг
Скорость Р-6 (АНТ-7)
— Максимальная скорость у земли: 240 км/ч- Максимальная скорость на высоте: 212 км/ч на 5000 м- Посадочная скорость: 110 км/ч- Время набора высоты: 5000 м за 39,3 мин
Дальность полета Р-6 (АНТ-7)
— 1680 км
Практический потолок Р-6 (АНТ-7)
— 5620 м
5 Кинематическая схема станка
Главное движение в 6Р13 обеспечивается двигателем фланцевой конструкции (имеет мощность 10 киловатт). Привод выполняется через соединительную упругую муфту. Коробка скоростей дает возможность шпинделю вращаться на 18 разных скоростях (их характеристики указаны в инструкции к эксплуатации агрегата).
Обороты шпинделя (их числа) допускается корректировать посредством перемещения по шлицевым валам зубчатых блоков (конструктивно их в станке предусмотрено три).
Привод подач выполняется от установленного в консоли электрического двигателя. Подачи поступают на консоль через шариковую муфту, которая одновременно выполняет защитную (предохранительную) функцию.
Технические характеристики
Информацию об основных показателях содержит паспорт рассматриваемого фрезеровального станка. Изучая паспорт можно выделить следующие моменты:
- Масса модели составляет 4 200 кг.
- Шпиндель 6Р13 может быть расположен от поверхности стола на расстоянии от 3 до 50 сантиметров.
- При применении механизма ручного управления столом максимальные показатели перемещения: в вертикальном направлении 42 см, поперечном 32 см, продольном 100 см. Кроме этого инструкция по эксплуатации предусматривает возможность применения устройства быстрого механического перемещения стола.
- Информация, занесенная в паспорт, также определяет ограничение по максимальному весу заготовки в 300 кг.
- Технические характеристики подгонялись для обеспечения наиболее благоприятных условий для фрезерования изделий, изготавливаемых из высоколегированной стали. Усилие в продольном направлении может составлять 20 кН, поперечном 12 кН и 8 кН в вертикальном.
- Технические характеристики вертикально фрезерного станка 6Р13 определяют то, что показатель максимального диаметрального размера фрезы составляет 20 см.
- Созданная коробка подач 6Р13 и скоростей имеет специальную муфту, которая предназначена для исключения вероятности перегрева установленного электродвигателя по причине превышения максимально допустимого значения нагрузки.
- Рассматривая основные параметры следует отметить, что показатель количества оборотов в минуту шпинделя можно регулировать в диапазоне от 31 до 1600 об/мин. Для этого была добавлена коробка скоростей с возможностью выбора одной из 18-ми передач.
- Коробка подач 6Р13 имеет следующие пределы скорости перемещения: от 12,5 до 1250 мм/мин. В вертикальном направлении данный показатель находится в пределе от 8,3 до 416 мм/мин. Вертикально фрезерный станок 6Р13, схема коробки подач также предусматривает наличие 18-ми передач для выбора фиксированного значения скорости перемещения стола, имеет рукоятки, при помощи которых проводится переключения скоростей.
- Кроме этого фрезерный станок 6Р13 имеет электрическую схему с тремя электродвигателями. Электросхема питания основного вращения, которое передается к режущему инструменту, питается от основного 7,5 кВт мотора, для подач установили мотор с мощностью 2,2 кВт. Кроме этого у консольно-фрезерного станка есть система охлаждения, для работы которой разместили 0,125 кВт мотор. Схема электрическая имеет несколько предохранителей, устанавливаемые для защиты двигателей от перегрева. Но основным защитным механизмом все же является муфта.
- СОЖ подается от резервуара в зону резания через сопло по трубопроводам, давление обеспечивается насосом.
Электрическая схема станка 6Р13
Кроме этого особенности вертикально фрезерного станка заключаются в механизме поворота головки. Он позволяет расположить режущий инструмент под углом до 45 градусов относительно поверхности стола. Именно поэтому 6Р13 предназначен (назначение) для получения наклонных поверхностей и отверстий.
Довольно высокая мощность привода, а также высокий показатель жесткости конструкции определяют то, что применять 6Р13 можно для обработки заготовок, которые изготавливаются из высокопрочных металлов. Для их фрезерования устанавливаются фрезы из быстрорежущей стали, а также режущий инструмент с пластинами из синтетических материалов. Конструкция эффективно гасит возникающую вибрацию, что позволяет существенно снизить погрешность размеров и шероховатости. Согласно ГОСТ 8-77, модель относится к группе оборудования класса точности Н.
Внешний вид станка 6Р13
Общие технические характеристики модели 6Р81
К одному из ключевых характеристик 6Р81 можно отнести главный шпиндель. Он никогда не меняет своего положения в устройстве. А базой консольно-фрезерного станка 6Р81 является жесткая станина. Она отлита из специального сплава, которая дает дополнительную жесткость данному прибору. А ребра способны усиливать площадку для установки устройства. Таким образом аппарат во время работы своей никуда не съедет и механизмы его не повредятся от дрожи, которая образуется во время функционирования агрегата.
В конусе аппарата 6Р81 монтируется пара или одна серьга. Устройство имеет дополнительную емкость. Она создана для жидкости, которая будет охлаждать металл во время работы. Скорость шпинделя такого станка равна 1050 миллиметров в минуту – вертикальная, а горизонтальная – 3150. Шпиндель делает до 1600 оборотов в минуту. А электропитание станка происходит за счет электросхем, которые обеспечивают использование смежных источников электроэнергии.
Площадку или стол, на которую устанавливается консольный горизонтально фрезерный станок, можно передвигать относительно оси вала. Это значит, что возможна перпендикулярная обработка металла и горизонтальная. Поворот стола производит скоростные передвижения в трех директориях и помогает хорошо обрабатывать спиральные канавки на цилиндрах, зубчатые колеса, рамки.
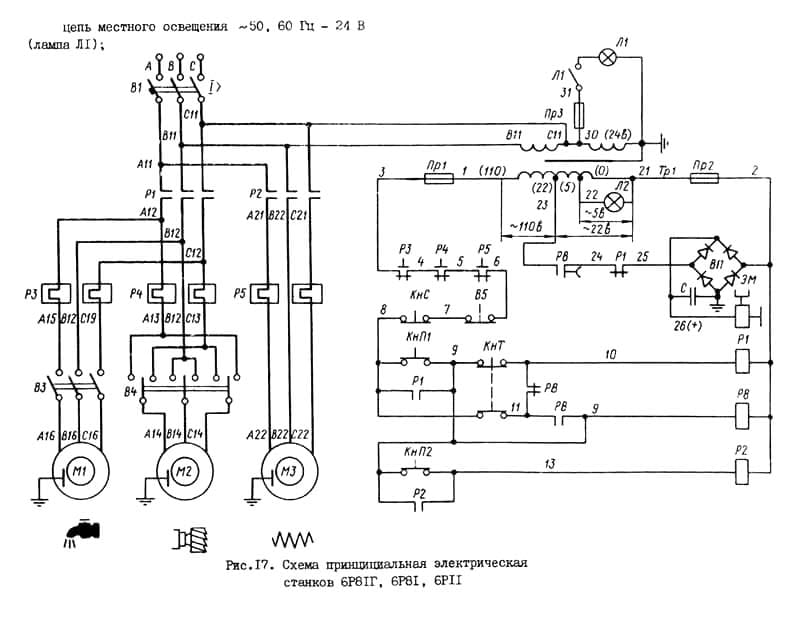
Электрическая схема станка 6Р81
Расшифровка маркировки
Маркировка устройства расшифровывается, как станок универсально-фрезерный. Здесь «6» означает номер группы по классификации ЭНИМС, а «Р» — поколение устройства, «8» — номер подгруппы, а именно горизонтально-фрезерный, «1» — размеры станка. «1» — значит 250×1000.
В соответствии с размерами станины изменяются размеры устройства, его масса, основных узлов, мощность электродвигателя, салазки в поперечных и вертикальных направлениях станка.
Сведения о производителе консольно-фрезерного станка 6р13, 6р13Б
Производитель серии универсальных фрезерных станков 6р13, 6р13Б Горьковский завод фрезерных станков, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Начиная с 1932 года Горьковский завод фрезерных станков занимается выпуском станков и является экспертом в разработке и производстве различного металлорежущего оборудования.
Универсальные фрезерные станки серии Р выпускались Горьковским заводом фрезерных станков (ГЗФС) начиная с 1972 года. Станки сходны между собой по конструкции, широко унифицированы и является дальнейшим усовершенствованием аналогичных станков серии М.
Станок 6Р13Б отличается от станка 6Р12Б установленной мощностью двигателей главного движения и подач, размерами рабочей поверхности стола и величинами перемещения стола. Быстроходные станки 6Р13Б имеют, в отличие от станков 6Р13, повышенный диапазон чисел оборотов шпинделя и подач стола и повышенную мощность двигателя главного движения.
История выпуска станков Горьковским заводом, ГЗФС
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков: 6М12П, 6М13П, 6М82, 6М82Г, 6М83, 6М83Г, 6М82Ш.
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков: 6Р12, 6Р12Б, 6Р13, 6Р13Б, 6Р13Ф3, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т13-1, 6Т82-1, 6Т83-1 и ГФ2171.
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков: 6Т12, 6Т12Ф20, 6Т13, 6Т13Ф20, 6Т13Ф3, 6Т82, 6Т82Г, 6Т82ш, 6Т83, 6Т83Г, 6Т83Ш.
Это интересно: Вертикально-фрезерный станок 6Р12 — технические характеристики
Расположение органов управления консольно-фрезерным станком 6Р12
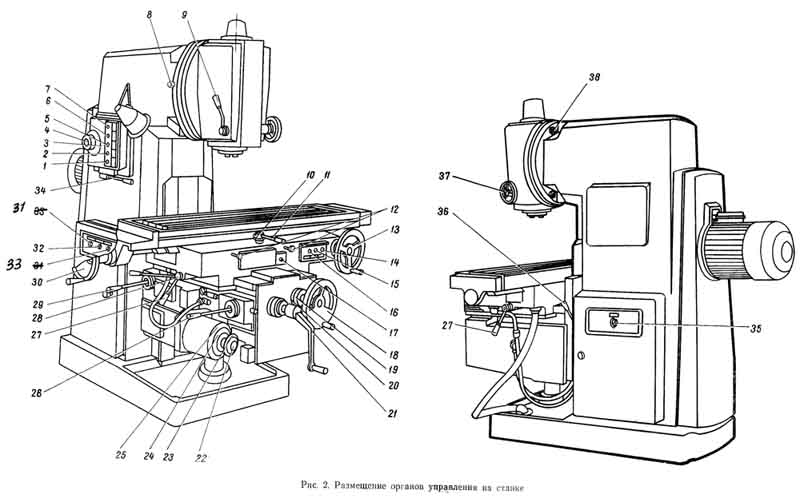
Расположение органов управления консольно-фрезерным станком 6Р12
Перечень органов управления консольно-фрезерным станком 6Р12
- Кнопка „Стоп» (дублирующая)
- Кнопка „Пуск шпинделя» (дублирующая)
- Стрелка-указатель скоростей шпинделя
- Указатель скоростей шпинделя
- Кнопка „Быстро стол» (дублирующая)
- Кнопка „Импульс шпинделя»
- Переключатель освещения
- Поворот головки
- Зажим гильзы шпинделя
- Звездочка механизма автоматического цикла
- Рукоятка включения продольных перемещений стола
- Зажимы стола
- Маховичок ручного продольного перемещения стола
- Кнопка „Быстро стол»
- Кнопка „Пуск шпинделя»
- Кнопка „Стоп»
- Переключатель ручного или автоматического управления продольным перемещением стола
- Маховик ручных поперечных перемещений стола
- Лимб механизма поперечных перемещений стола
- Кольцо-нониус
- Рукоятка ручного вертикального перемещения стола
- Кнопка фиксации грибка переключения подач
- Грибок переключения подач
- Указатель подач стола
- Стрелка-указатель подач стола
- Рукоятка включения поперечной и вертикальной подач стола
- Зажим салазок на направляющих консоли
- Рукоятка включения продольных перемещений стола (дублирующая)
- Рукоятка включения поперечной и вертикальной подач стола (дублирующая)
- Маховичок ручного продольного перемещения стола (дублирующая)
- Переключатель направления вращения шпинделя „влево-вправо»
- Переключатель насоса охлаждения „включено выключено»
- Переключатель ввода „включено-выключено»
- Рукоятка переключения скоростей шпинделя
- Переключатель автоматического или ручного управления и работы круглого стола
- Зажим консоли на станине
- Маховичок выдвижения гильзы шпинделя
- Зажим головки на станине
Стан’Ок
Описание Предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов главным образом торцовыми и концевыми фрезами.
На этом станке можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, зубчатые колеса и т.д.
Технологические возможности станка могут быть расширены путем применения делительной головки и поворотного круглого стола.
Технические характеристики
- Рабочие размеры стола , мм 400х1600
- Наибольший ход стола , мм :
- — продольный 900
- — поперечный 320
- — вертикальный 420
- Пределы расстояния от оси стола до вертикальных направляющих
- станины , мм 250 . 570
- Угол поворота головки , градусах 45
- Число скоростей шпинделя 18
- Диаметр отверстия шпинделя , мм 29
- Пределы расстояния от торца шпинделя до поверхности стола , мм 30 . 520
- Расстояние от оси шпинделя до вертикальных направляющих станины , мм 450
- Пределы чисел оборотов шпинделя в минуту 31,5 . 1600
- Число продольных , поперечных и вертикальных подач стола 18
- Пределы подач стола , мм/мин. :
- — продольных 25 . 1250
- — поперечных 25 . 1250
- — вертикальных 8 . 400
- Скорость быстрого перемещения стола , мм/мин. :
- — продольного 3000
- — поперечного 3000
- — вертикального 1000
- Вертикальное перемещение шпинделя , мм 85
- Мощность главного электродвигателя , кВт 10
Сравнительные и технические характеристики:
| Модель | Размеры стола, мм | Перемещение стола наибольшее,мм | Расстояние, мм | Кол-во скоростей шпинделя | Кол-во подач стола | Кол-во т-образн. пазов стола | Угол поворота шпинд. головки, град. | Конус шпинделя по ГОСТ | Масса обраб. детали, кг | Мощность эл.двигателя, кВт | Масса, кг | Габариты, мм | |||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| продол. | попер. | верт. | от торца вертикальн. шпинделя до раб.поверхн. стола | от оси шпинделя до направл-х станины | |||||||||||
| 6Т10 | 200х800 | 560 | 220 | 355 | 45-400 | 300 | 12 | 18 | 3 | 45 | 40 | 200 | 3 | 1340 | 1500х1875х1808 |
| 6Р10 | 200х800 | 500 | 160 | 300 | 50-350 | 265 | 12 | 12 | 3 | 45 | 40 | 150 | 3 | 1300 | 1445х1875х1730 |
| 6Р11 | 250х1000 | 630 | 200 | 350 | 50-400 | 285 | 18 | 16 | 3 | 45 | 45 | 170 | 5,5 | 2360 | 1480х2360х2360 |
| 6Н11 | 250х1000 | 720 | 265 | 410 | 60-470 | 290 | 12 | 12 | 3 | 45 | 40 | 250 | 4 | 1800 | 1670х1350х1800 |
| 6Н11.01 | 250х1100 | 720 | 265 | 410 | 60-470 | 290 | 12 | 12 | 3 | 45 | 40 | 250 | 4 | 1800 | 1670х1350х1800 |
| 6Н11.02 | 300х1250 | 800 | 265 | 410 | 60-470 | 290 | 12 | 12 | 3 | 45 | 40 | 250 | 4 | 1800 | 1650х1540х1920 |
| 6Т12 | 320х1250 | 800 | 320 | 420 | 30-450 | 380 | 18 | 22 | 3 | 45 | 50 | 400 | 7,5 | 3250 | 2280х1965х2265 |
| 6Р12 | 320х1250 | 800 | 250 | 420 | 30-450 | 350 | 18 | 22 | 3 | 45 | 50 | 250 | 7,5 | 3120 | 2305х1950х2020 |
| 6Н12 | 320х1250 | 800 | 300 | 410 | 50-460 | 380 | 18 | 18 | 3 | 45 | 50 | 500 | 7,5 | 3200 | 2307х1707х2096 |
| 6Н12.01 | 320х1320 | 800 | 300 | 410 | 50-460 | 380 | 18 | 18 | 3 | 45 | 50 | 500 | 7,5 | 3200 | 2307х1707х2096 |
| 6Н12.02 | 320х1600 | 1020 | 300 | 410 | 60-470 | 380 | 18 | 18 | 3 | 45 | 50 | 500 | 7,5 | 3350 | 2307х2067х2096 |
| 6Н12.03 | 360х1600 | 1020 | 300 | 410 | 50-460 | 380 | 18 | 18 | 3 | 45 | 50 | 500 | 7,5 | 3370 | 2307х2067х2096 |
| 6Т13 | 400х1600 | 1000 | 400 | 430 | 70-500 | 460 | 18 | 22 | 3 | 45 | 50 | 630 | 11 | 4300 | 2570х2252х2430 |
| 6Р13 | 400х1600 | 1000 | 320 | 420 | 30-500 | 420 | 18 | 18 | 3 | 45 | 50 | 300 | 10 | 4200 | 2560х2260х2120 |
| ВМ127М | 400х1600 | 1000 | 320 | 420 | 30-500 | 420 | 18 | 18 | 3 | 45 | 50 | 800 | 11 | 4250 | 2680х2260х2500 |
| 6Н13 | 420х1600 | 1200 | 360 | 470 | 40-510 | 450 | 18 | 18 | 3 | 45 | 50 | 800 | 11 | 5100 | 2522х2262х2432 |
| 6Н13.01 | 420х1800 | 1200 | 360 | 470 | 40-510 | 450 | 18 | 18 | 3 | 45 | 50 | 800 | 11 | 5100 | 2522х2262х2432 |
| 6Н14 | 430х2000 | 1250 | 420 | 480 | 40-520 | 450 | 20 | 15 | 3 | 45 | 50 | 800 | 11 | 5800 | 2600х2470х2450 |
| 6Н14.01 | 430х2200 | 1250 | 420 | 480 | 40-520 | 450 | 20 | 15 | 3 | 45 | 50 | 800 | 11 | 5800 | 2600х2470х2450 |
Обращаем ваше внимание на то, что вся предоставленная на сайте информация , касающаяся комплектации, технических характеристик, цветовых сочетаний, а также цены носит информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437(2) Гражданского кодекса РФ. Для получения подробной информации, пожалуйста, обращайтесь в отдел продаж
С этим читают
- 6р81г станок консольно-фрезерный горизонтальный паспорт, схемы, описание, характеристики
- Характеристики вертикально-сверлильного станка 2н118
- Подробный обзор вертикального консольно-фрезерного станка 6р11
- Обзор широкоуниверсального фрезерного станка 676, описание, паспорт
- Описание параметров горизонтально-фрезерного станка 6р82
- Токарно-винторезный станок 1м61, паспорт, характеристики, схема, руководство
- Круглошлифовальный станок 3м151
- Технические характеристики токарно-винторезного станка 1к625
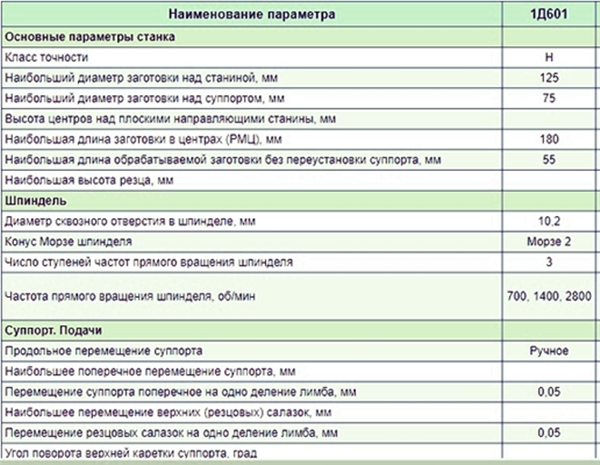
- Токарный станок 1д601 технические характеристики
- Плоскошлифовальный станок 3г71