Содержание
ПАСПОРТИЗАЦИЯ
Назначение технического устройства.
Вертикальные консольно-фрезерные станки 6Р12, 6Р12Б, 6Р13, 6Р13Б предназначены для фрезерования всевозможных деталей из стали, чугуна, и цветных металлов торцовыми, концевыми, цилиндрическими, радиусными и другими фрезами.
На станках можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, зубчатые колеса и т.д.
На станках 6Р12Б и 6Р13Б можно обрабатывать детали из легких сплавов.
Технические характеристики.
Класс точности по ГОСТ 8-71 – Н.
Размеры рабочей поверхности, мм – 1250х320 для 6Р12, 6Р12Б (1600х40 для 6Р13, 6Р13Б)
Число Т-образных пазов – 3
Наибольшее перемещение стола, мм:
продольное механическое – 800 для 6Р12, 6Р12Б (1000 для 6Р13, 6Р13Б)
продольное вручную – 800 для 6Р12, 6Р12Б (1000 для 6Р13, 6Р13Б)
поперечное механическое – 240 для 6Р12, 6Р12Б (300 для 6Р13, 6Р13Б)
поперечное вручную – 250 для 6Р12, 6Р12Б (320 для 6Р13, 6Р13Б)
вертикальное механическое – 410
вертикальное вручную – 420
Наименьшее и наибольшее расстояние от торца шпинделя до стола при ручном перемещении, мм – 30-450 для 6Р12, 6Р12Б (30-500 для 6Р13, 6Р13Б)
Расстояние от оси шпинделя до вертикальных направляющих станины, мм — 350 для 6Р12, 6Р12Б (420 для 6Р13, 6Р13Б)
Перемещение стола на одно деление лимба, мм – 0,05
Перемещение стола на 1 оборот лимба, мм:
продольное и поперечное – 6
вертикальное – 2
Наибольшая масса обрабатываемой детали, кг — 250 для 6Р12, 6Р12Б (300 для 6Р13, 6Р13Б)
Габариты станка, мм:
длина — 2305(6Р12); 2340(6Р12Б); 2560(6Р13); 2600(6Р13Б)
ширина -1950(6Р12); 1950(6Р12Б); 2260(6Р13); 2260(6Р13Б)
высота — 20206Р12); 2020(6Р12Б); 2120(6Р13); 2120(6Р13Б)
Масса станка, т – 3,12(6Р12); 3,18(6Р12Б); 4,20(6Р13); 4,27(6Р13Б)
Механизм подач
Обычно механизмы подач состоят из нескольких валов. И у каждого устройства имеются свои особенности работы:
- На трёх шарикоподшипниках устанавливается 6-ой вал.
- Сцепление этой детали регулируется при её перемещении. Для этого надо использовать винты, ввёрнутые во фланец.
- По тому же правилу устанавливают пятый вал. Подтягивания гайки с левого торца достаточно для регулирования этой части.
- На трёх опорах располагается четвёртый вал, благодаря чему увеличивается жёсткость.
- К шлицевому типу устройств относятся валы 2, 3 и 4. Они участвуют в передвижении зубчатых блоков.
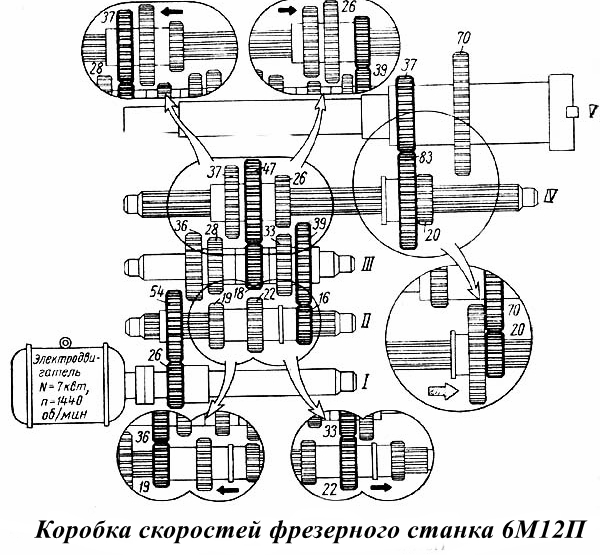
Механизм переключения скоростей, фактически, становится отдельным самостоятельным узлом. На поверхности располагается лимб 1, где наносятся все 18 числе оборотов шпинделя.

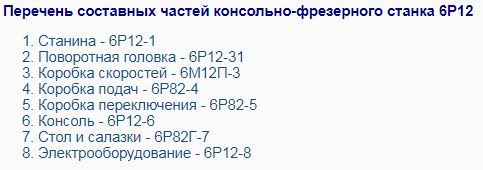
Перечень и расположение основных частей
Фрезерный станок 6Р82Ш состоит из следующих базовых узлов:
- Фундаментной плиты, комплектуемой виброопорами серии ОВ с резинометаллическими элементами по ТУ 4192-003-96952067-13.
- Вертикальной станины с направляющими.
- Инструментальной консоли с подвижными салазками.
- Электродвигателей привода главных движений и привода станции подачи смазочно-охлаждающей жидкости.
- Поворотной плиты (хобота).
- Рабочего стола.
- Механизма коробки скоростей, который располагается во внутренней части полой станины.
- Механизма коробки подач.
- Поворотной и (или) дополнительной накладной головки.
- Органов управления работой станка.
- Ёмкости под смазочно-охлаждающую жидкость.
При такой компоновке станок имеет возможность для передвижения рабочего стола по всем трем координатам. Все органы управления вынесены на поворотную приборную панель, сбоку которой устанавливается лампа местного освещения под напряжение 24 В. Для достижения необходимой жесткости и исключения вибраций (особенно при силовом фрезеровании) центр тяжести станка располагается ниже рабочей поверхности подвижного стола.
Конструкция агрегата и ее особенности
Агрегат состоит из следующих элементов:
- электродвигатель, размещенный внутри вертикального короба;
- блок управления, расположенный внутри вертикального короба, как и электродвигатель;
- станина из чугуна, на которой крепятся все остальные механизмы;
- фрезерная головка, оснащенная поворотным механизмом;
- охлаждающий блок с электрическим насосом.
Сам рабочий стол агрегата может изменять свое расположение как по вертикальной, так и горизонтальной осям. Для аппарата характерны габариты, превышающие стандартные размеры станков.
 Стол фрезерного станка 6Р12 может подстраивать нужную вам ось
Стол фрезерного станка 6Р12 может подстраивать нужную вам ось
Особенности устройства имеют следующее описание:
- шпиндельная головка имеет смещение оси, что позволяет мастеру фрезеровать изделия под углом 450;
- присутствие в качестве дополнительного элемента копировального механизма, предназначенного для фрезерования деталей по заранее созданному образцу;
- мощность устройства позволяет обрабатывать заготовки фрезами, в составе которых быстрорежущая сталь.
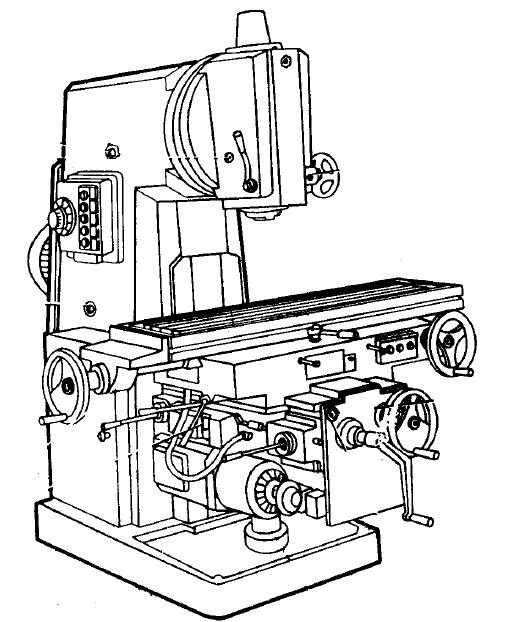
Общий вид вертикального консольно-фрезерного станка
Станок вертикального типа, то есть так расположен пинольный шпиндель. Он находится внутри перемещающейся таким образом стойки. В наличии необходимые устройства и инструментарий, позволяющие обрабатывать практически любые поверхности
Обратить внимание следует изначально на то, что при работе с кривыми поверхностями будет использоваться контур по копирам, который возможно выполнять наконечником датчика
Через соплю подается СОЖ, используется специальный трубопровод. Есть механизм осевого перемещения самостоятельно — можно выпускать детали под 45 градусами. Используется в конструкции и синтетические варианты из очень твердых материалов, так как приводы мощные, станок имеет высокие показатели мощности. Оборудование можно встретить чаще на больших производственных мощностях, но не возбраняется их применение и при единичном производстве.
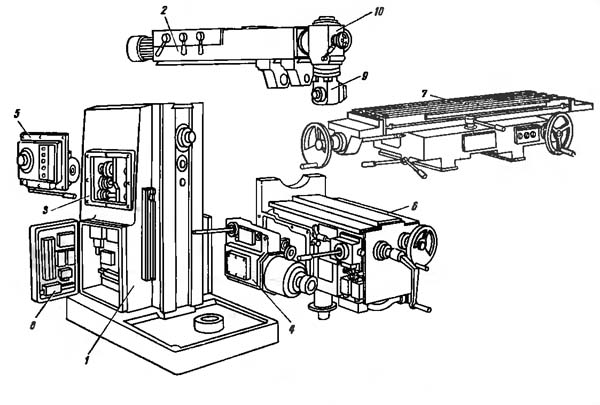
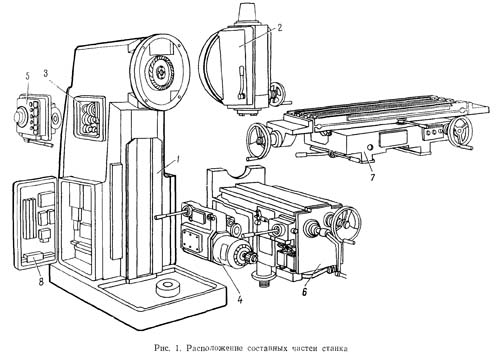
Расположение составных частей
Паспорт изделия содержит информацию о расположении составных узлов. Представлены они станиной, коробками передач и скоростей. Установлена головка поворота и переключения. Также есть управление, детально которое описано ниже в статье. Для удобства специалиста есть салазки и стол.
Расположение и перечень органов управления
Расположение управляющих систем описано в схеме, которая также идет совместно с инструкцией. Безусловно, эту информацию следует изучить специалисту, так как без этого опасно не только заниматься плановым осмотром и в случае необходимости ремонтом, но и выполнять привычные обязанности, связанные со станком. Представленные кнопки:
- Стоп;
- Пуск;
- Быстрый стоп;
- Импульсная;
- Фиксация грибка;
- Изменение положения головки.
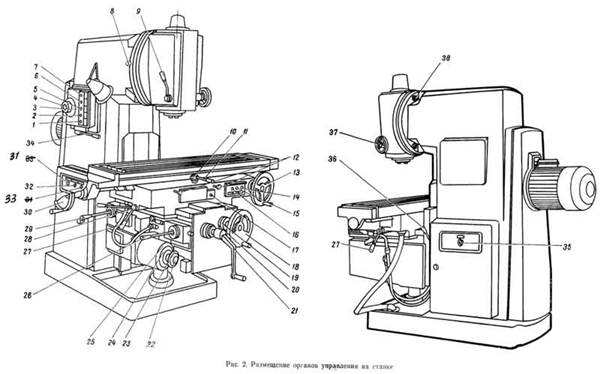
Есть дублирующие кнопки, необходимые для работы в аварийном режиме. Указатели представлены Скоростью, Поворотом, Зажимом стола и шпинделя. Есть различные рукоятки, в частности:
- включающийся перемещения продольные;
- включающиеся перемещения поперечные;
- вертикальная;
- зажим салазок;
- переключение скоростей;
- дублирующие основные рукоятки.
Маховики есть ручных поперечных и продольных перемещений и дубликаты их. Переключатели ручного и автоматического управления, дополнительно установлены зажимы консоли и головки на базовой части аппарата.
Перечень органов управления
Следующие составные станка являются не менее важными, чем предыдущие:
КП или коробка передач
Всего показателей передач у оборудования 18. Это обособленный узел. Обычно размещается на консоли, с левой стороны. Устройство для переключения передач располагается прямо на консоли. Передняя часть снабжается так называемым лимбом – его используют, чтобы наносить на поверхность определённые показатели передач. Метки позволяют без проблем задавать показатели подачи для рабочей поверхности, в плоскостях по горизонтали или вертикали.
Поворотная головка
Выглядит как шпиндель, который располагается вертикально. Снабжается дополнительно валиком для приёма. Шпиндель перемещается по оси при использовании специального маховика, последний размещается внутри специальной гильзы. Рукоятка находится внутри левой части гильзы. Благодаря этому легко выполнять зажим при необходимости.
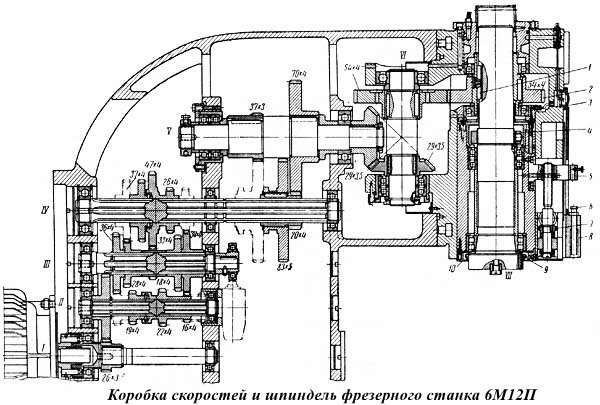
Коробка скоростей
Всего используется 18 чисел, на которых происходит вращение шпинделя. Устанавливается внутри корпуса станины. На шарикоподшипниках монтируют валы этой коробки. Плунжерный насос, регулирующий смазку, находится на одной из таких деталей.
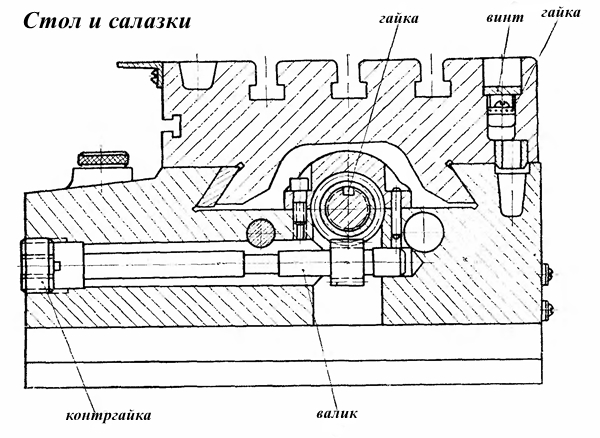
Салазки вместе с рабочим столом
Салазки зажимаются на консоли благодаря воздействию эксцентриковых зажимов. Движение начинается от винта, располагающегося поперечно. На следующем этапе всё переходит к направляющим в форме прямоугольника, консольного типа.
Стол перемещается так же при помощи направляющих, о которых говорилось ранее. Он – финальный компонент цепи подач, соблюдающей продольное положение. Винт вращающего типа отвечает за реализацию подобной схемы. Рукоятку кулачковой муфты надо запустить, чтобы началось движение.
Допустима настройка стола в трёх режимах: маятниковом, с автоматикой и полуавтоматикой.
Маятниковый режим контролируется с помощью кулачков. Детали монтируются на боковой поверхности стола, располагающейся спереди. При появлении блокировки у рычага продольного хода маятниковый режим работы нельзя останавливать, это приводит к поломкам агрегата.
Область применения вертикально-фрезерного станка 6Р13
Если заглянуть в паспорт изделия, то там можно найти все технические характеристики станка. Главная особенность состоит в том, что установлен вертикальный пинольный шпиндель, следовательно, 6Р13 относится к вертикальному типу. Стол крестово-перемещающийся, не двигается в горизонтальной плоскости, но есть и вертикальное перемещение по направляющим стойку. Такой вид движения — крестовый — считается одним из наиболее эффективных, если речь идет об универсальном оборудовании.
Обработка проводится:
- вертикальных и горизонтальны поверхностей;
наклонных деталей; - любых криволинейных, если позволяет их размер установить;
- пазы, углы и рамки.
Работает с различными видами металла, в частности, работы проводятся по чугуну, стали, цветному металлу. Из-за возможности обработки практически любого типа материала, имеющего разные размеры и формы, станок стал универсальным для применения в различных областях промышленности.

Еще нужно обратить внимание на то, что СОЖ используется через двигатель насоса, подается по трубкам через сопло к оборудованию. Есть механизм основного перемещения (тип ручной), он установлен на головке шпинделя
Это дает возможность работать с соответствиями, ось которых располагается наклонно к столу. Фрезы используются и из быстрорежущей стали, а не только обычного типа. Это нововведение стало возможным благодаря использованию более жестких станин и повышения мощности привода. По государственному образцу класс точности относится к ГОСТ 8-77.
Особенности электросхемы
Включить вращение шпинделя можно кнопкой «ПУСК», для его остановки достаточно нажать кнопку «СТОП». Стоит учитывать, что при нажатии второй кнопки останавливается и подача. Есть у модели и режим быстрого хода, который выбирается через специальную кнопку.
Важным моментом является то, что оператор может выбирать только одну подачу: во время выбора другая отключается автоматически. Торможения установленного электродвигателя проводится по электродинамическому принципу.
Устанавливается и специальный предохранитель, который исключает вероятность пробоя селеновый выпрямителей. Пробой, как правило, возникает в случае непредвиденной установки мотора.
С этим читают
- Технические характеристики, конструкция и схемы горизонтально-фрезерного станка модели 6р82
- 6р81г станок консольно-фрезерный горизонтальный паспорт, схемы, описание, характеристики
- Подробный обзор вертикального консольно-фрезерного станка 6р11
- Характеристики вертикально-сверлильного станка 2н118
- Круглошлифовальный станок 3м151
- Обзор широкоуниверсального фрезерного станка 676, описание, паспорт
- Технические характеристики токарно-винторезного станка 1к625
- Токарно-винторезный станок 1м61, паспорт, характеристики, схема, руководство
- Описание параметров горизонтально-фрезерного станка 6р82
- Плоскошлифовальный станок 3г71





