Содержание
- 1 Параметры рабочего стола
- 2 Габаритные размеры рабочего пространства
- 3 Настройка автоматического режима
- 4 Все оборудование — Настроить слоган
- 5 Related Posts via Categories
- 6 2 Области применения и назначение фрезерного широкоуниверсального агрегата
- 7 1 Информация о назначении и достоинствах агрегата
- 8 Установочный чертеж
- 9 Присоединительные базы фрезерного станка 6М82. Хобот, серьги и шпиндель.
Параметры рабочего стола
Кинематическая схема
Рабочий стол предназначен для фиксации заготовки и ее дальнейшей подаче к поверхности режущего инструмента – фрезы. Основными характеристиками этого компонента универсально-фрезерного станка 6Р82Ш является степень смещения детали.
Изменение положения рабочего стола может осуществляться в двух режимах – механическом и ручном. При этом максимальные и минимальные параметры будут одинаковыми. Максимальная нагрузка на стол составляет 250 кг. Это относится только к центру. При смещении центра тяжести заготовки этот параметр будет меньше.
Основные характеристики рабочего стола станка 6Р82Ш:
- максимальное перемещение. Продольное — 80 см, поперечное — 24 см. Максимально возможное вертикальное перемещение составляет 41 см;
- количество пазов Т-образной формы — 3;
- смещение стола на один лимб. На один продольный или поперечный оборот составляет 6 мм. Для вертикального перемещения значение равно 2 мм;
- количество рабочих подач — 18;
- пределы подачи (продольных и поперечных) — от 25 до 1250 мм/мин.
При механическом смещении положения рабочего стола с помощью рукояти направление ее поворота совпадает с направлением движения всей конструкции. Это уменьшает трудоемкость работы, минимизирует вероятность появление ошибок.
Габаритные размеры рабочего пространства
Параметры рабочей зоны характеризуют размеры и конструктивное оформление рабочего стола, уточняют присоединительные базы шпинделей и относительное взаиморасположение хобота с остальными узлами.
Закрепление обрабатываемых заготовок на столе выполняется при помощи механических или гидравлических (реже) зажимов/прихватов. На рабочем столе предусмотрены Т-образные пазы крепления, размеры и конструктивное оформление которых соответствуют техническим требованиям ГОСТ 1574-91. Всего на столе имеется три сквозных паза. Расстояние от продольной оси рабочего стола до поверхности вертикальной стойки должно составлять 250-260 мм. что определяет максимальные поперечные размеры заготовок, фрезеруемых на неподвижном столе.
При наибольшей горизонтальной подаче стола этот параметр можно увеличивать, но не более, чем до 900 мм. Иначе возникает опрокидывающий момент, увеличивающий нагрузки на зажимы и приводящий к снижению точности резания металла. Гидрозажимы по соображениям безопасности не рекомендуются к применению в том случае, если стол находится далеко от боковой плоскости вертикальной стойки станка.

Наибольшая вертикальная регулировка рабочего стола составляет 450 мм, при этом размеры исходной заготовки в поперечном направлении не могут превышать 560 – 570 мм. С целью исключения ударных усилий при черновом фрезеровании поверхностей со сложным рельефом зазор между нижней поверхностью фрезы и верхней частью заготовки в начальный момент обработки не может быть менее 15 мм.
Длина рабочей части стола – 1600 мм, допускается установка и более длинных в плане заготовок, если они не мешают повороту хобота и инструментальных головок. Нижняя опорная поверхность заготовки должна совпадать с опорной поверхностью стола не менее чем на 75%, при этом возможные зазоры проверяются при помощи щупов по ГОСТ 882-75.
На размеры рабочего пространства влияют также размеры посадочных мест под фрезы. В частности, поперечный размер хвостовика фрезы, которая устанавливается в горизонтальный шпиндель, составляет 29 мм, а фрезы, которая устанавливается в головку – 19 мм. Прочие размеры определяются техническими требованиями ГОСТ 836-72.

Настройка автоматического режима
У консольно-фрезерных станков модификации «М» и «Р» регулировка продольного перемещения стола осуществляется в автоматическом или полуавтоматическом режиме. При единичном производстве контроль подач выполняется вручную, включая быстрое перемещение стола. Серийное изготовление предусматривает использование автоматических и полуавтоматических диапазонов. По сути, данные режимы представляют собой скачкообразный и маятниковый способ действия.
Чтобы настроить процесс соответствующим образом, в Т-образном пазу сбоку делается расстояние между кулачками по определенному показателю. Эти элементы в нужный момент воздействуют на контрольную звездочку быстрыми рабочими движениями стола на ручку переключения продольной подачи, что дает возможность гарантировать работу оборудования по заданному циклу.
Основные рабочие циклы консольно-фрезерного станка перечислены ниже:
- Скачкообразный полуавтоматический режим.
- Быстрые подачи вправо и влево назад.
- Аналогичная операция в левую сторону и обратное направление справа.
- Активная подача заготовки с последующей остановкой.
- Маятниковый автоматический цикл.
- Операции на автомате только в правую либо левую сторону.
Процесс настройки проводится в следующей последовательности:
- Станок должен быть отключен от сети питания.
- Переключатели режимов ставятся в нужное положение («Автоматическое управление»).
- Агрегат активируется нажатием кнопки «Включено».
- Кулачки устанавливаются в соответствующую позицию.
- Подача на быстрый ход и обратно производится на любом этапе и направлении движения, за исключением зоны ограничения для возможной работы элементов.
- Корректировка автоматического или ручного движения стола осуществляется в нейтральном положении путем продольного нажатия рукоятки до упора. В случае невозможности фиксации маховика на торце поворачивают регулировочный винт.
Все оборудование — Настроить слоган
Предназначен для выполнения разнообразных фрезерных, сверлильных и расточных работ цилиндрическими, торцевыми, концевыми, фасонными и другими фрезами. Применяются для обработки горизонтальных и вертикальных плоскостей, пазов, рамок, углов, зубчатых колес, спиралей, моделей штампов, пресс-форм и других деталей из стали, чугуна, цветных металлов, их сплавов и других материалов.
Станки оснащены хоботом, на котором установлена накладная и поворотная шпиндельные головки с индивидуальной коробкой скоростей и отдельным приводом, обеспечивающими возможность обработки детали инструментом, установленным к рабочей поверхности стола под любым углом в любой плоскости. Наличие отдельного горизонтального шпинделя позволяет использовать эти станки как обычные горизонтально-фрезерные.
Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
ОСНОВНЫЕ ПРЕИМУЩЕСТВА ШИРОКОУНИВЕРСАЛЬНЫХ СТАНКОВ: КОНСТРУКТИВНЫЕ:
- механизированное крепление инструмента в шпинделе;
- устройство периодического регулирования величины зазора в винтовой паре продольной подачи;
- предохранительная муфта защиты привода подач от перегрузок;
- торможение шпинделя при остановке электромагнитной муфтой.
- разнообразные автоматические циклы работы станка;
- широкий диапазон частот вращения шпинделя и подач стола;
- большая мощность приводов;
- повышенный класс точности;
- возможность одновременной работы двумя шпинделями;
- высокая жесткость;
- надежность и долговечность
ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ СТАНКОВ:
Технологические возможности станков могут быть расширены за счет применения на них делительной и долбёжной головок, круглого поворотного стола. Станки 6Т82ШФ1 оснащены устройством цифровой индикации координат ЛИР.
| Технические характеристики станка 6Р82Ш | Параметры |
| Тип | Широкоуниверсальный |
| Размеры рабочей поверхности стола, мм | 1250х320 |
| Наибольшее перемещение стола, мм: | |
| — продольное | 800 |
| — поперечное | 320 |
| -вертикальное | 420 |
| Расстояние от оси горизонтального (торца вертикального) шпинделя до рабочей поверхности стола, мм | 30-450 |
| Расстояние от оси горизонтального шпинделя до направляющих хобота, мм | 155 |
| Пределы частот вращения шпинделя, мин-1: | |
| -основного | 31,5-1600 |
| -накладной и поворотной головок | 50-1600 |
| Диапазон подач стола, мм/мин: | |
| -продольных и поперечных | 0-3150 |
| -вертикальных | 0-1300 (ускорен. 4000) |
| Наибольшая масса обрабатываемой детали (с приспособлением), кг | 400 |
| Мощность электро-двигателей приводов, КВт: | |
| -основного шпинделя | 7,5 |
| -накладной и поворотной головок | 3 |
| -подач стола | 3 |
| Конус шпинделя по ГОСТ 30064-93 | |
| -основного | N50 |
| -накладной и поворотной головок | N40 |
| Угол поворота стола вокруг вертикальной оси, град. | — |
| Габаритные размеры станка, мм | |
| — длина | 2280 |
| — ширина | 1965 |
| — высота | 1970 |
| Масса станка с электрооборудованием, кг | 3550 |
Related Posts via Categories
- Торцевая насадная фреза – качественная резка стали и чугуна
- Копировально-фрезерный станок своими руками – создаем надежное оборудование!
- Мини-станок для фрезерования – как собрать своими руками?
- Самодельный фрезерный станок по металлу – собирается без проблем!
- Делительная головка для фрезерного агрегата и другие приспособления
- Фрезерно-гравировальный станок – высокоточный агрегат с программным управлением
- Токарно-фрезерный станок – что дает нам его универсальность?
- Фрезерный настольный станок с ЧПУ – высокоточная обработка небольших изделий
- Корвет 83 – надежное оборудование для фрезерования заготовок из дерева
- НГФ-110 (Ш4) – надежный и эффективный учебный фрезерный агрегат
2 Области применения и назначение фрезерного широкоуниверсального агрегата
Чаще всего данный станок используется при подготовке металлических пресс-форм и стальных моделей штампов для применения их в условиях единичного и серийного производства. На установке можно обрабатывать модели с большими геометрическими размерами, которые по своим параметрам превышают габариты рабочего стола. Достигается это за счет того, что шпиндельная головка станка способна разворачиваться под углом в перпендикулярных друг другу плоскостях. Устанавливается головка на специальном хоботе выдвижного вида.
Также агрегат располагает горизонтальным шпинделем. С его помощью обрабатываются плоскости цилиндрическими и торцовыми фрезами. Возможно одновременное использование обоих шпинделей и раздельное их функционирование. Стоит добавить, что применяется данная модель широкоуниверсальных станков и в качестве горизонтально-фрезерных. Для этого достаточно смонтировать на агрегат серьги, входящие в его комплектацию.
Расширить функциональность станка можно и при помощи поворотной накладной добавочной головки. Она предназначена для выполнения элементарных расточных операций и обработки деталей с крупными габаритами. Попутное и встречное фрезерование осуществляется в автоматических и простых режимах за счет наличия в винтовой паре подачи (продольной) рабочей поверхности устройства выборки люфта.
Описываемый станок позволяет фрезеровать любые заготовки из чугуна, стали, алюминиевых листов, других цветных металлов угловыми, дисковыми, концевыми, фасонными, цилиндрическими, торцовыми и иными фрезеровочными инструментами. Агрегат используется для осуществления операционных мероприятий в автоматических и поточных комплексах производства крупных серий продукции за счет разнообразных легко настраиваемых автоматических и полуавтоматических циклов.

Обработка контура кулачков, разверток, центровочных сверл, колес зубчатого типа и иных деталей, нуждающихся в непрерывном либо периодическом развороте вокруг собственной оси, выполняется на станке посредством круглого накладного стола или специальной делительной головки. Допускается, кроме всего прочего, фрезерование широкоуниверсальных и вертикальных плоскостей, рамок, пазов и так далее.
1 Информация о назначении и достоинствах агрегата
В 6Р82 шпиндель не изменяет своего положения во время обработки металлических изделий, он постоянно располагается горизонтально. При этом его рабочий стол допускается разворачивать вертикально вдоль оси, перпендикулярной по отношению к оси шпинделя. За счет этой возможности станок становится более функциональным.
Многие думают, что его можно назвать вертикально-фрезерным, что в корне неверно. По принятой в СССР классификации он причисляется к группе горизонтальных консольно-фрезерных установок и никак иначе. Здесь сразу отметим, что под консольными станками понимают фрезерные установки, располагающие консолью (по сути, специальным кронштейном), которая играет роль опоры при передвижениях рабочего стола по горизонтали. Сам же кронштейн движется по направляющим, расположенным на станине вертикально.
Описываемое в статье оборудование с успехом применялось крупными предприятиями для выполнения серийных работ. Также оно было очень популярным и у малых производственных объединений для индивидуального производства.
Он позволяет обрабатывать любыми видами фрез (от концевых до цилиндрических) детали из цветных металлов, чугуна, углеродистой стали и из иных видов стальных сплавов.
Станок без затруднений встраивается в автоматические линии заводов (способен работать «в кооперации» с прочими производственными установками), его можно настраивать на разные рабочие циклы. Кроме того, создатели агрегата обеспечили оператору уникальное удобство в управлении и безопасность при эксплуатации. К главным преимуществам консольно-фрезерной установки 6Р82 относят:
- выполнение торможения агрегата постоянным током;
- управление электрооборудованием по дублированной схеме (управляющие рукоятки и кнопки располагаются с левой стороны и на лицевой части станка);
- возможность выбора подач и скоростей посредством специальных устройств, оснащенных всего одной рукояткой (при использовании подобных механизмов конкретная подача или скорость назначается одним поворотом лимба);
- возможность запуска быстрых ходов одной кнопкой (паспорт консольно-фрезерного станка указывает на то, что запуск и торможение его шпиндельного узла также производится одной кнопкой).
Немаловажным считается и то, что перемещения стола осуществляются рычагами, причем они поворачиваются в ту сторону, куда происходит движение рабочей поверхности (стола) агрегата. Доказано, что такая «мелочь» существенно облегчает труд специалистов, работающих на горизонтально- и вертикально-фрезерных установках.
Установочный чертеж
Чертеж рассчитывается в индивидуальном порядке в зависимости от помещения. Стандартный чертеж представлен так, чтоб оборудование вписалось при развороте в 45 градусов на любую плоскость.
Пределы использования станка по мощности и силовым нагрузкам
Определяют пределы работы привода только показатели электрического двигателя, установленные в оборудовании (если проводится более 63 оборотом в минуту). Если число меньше 63, то уменьшают мощность главного привода. Усилие резания при продольной подаче составляет максимально 1500 кгс, поперечной — 1200 кгс, вертикальной — 500 кгс. Максимальный размер заготовки для проведения черновой обработки — до 160 миллиметров.
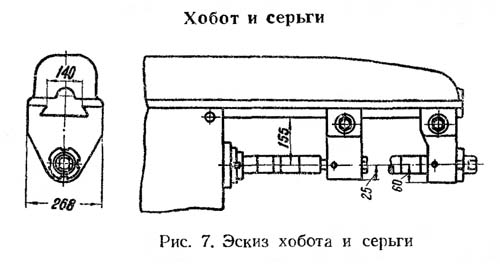
Присоединительные базы фрезерного станка 6М82. Хобот, серьги и шпиндель.
Присоединительную базу составляют: хобот, серьги и шпиндель.
Хобот
Хобот служит для того, чтобы поддерживать свободный конец фрезерной оправки. Для этого он снабжен специальными подвесками. Другой конец оправки крепится в конусе шпинделя при помощи болта. Хобот прикреплен к направляющим профилям и может перемещаться по ним, благодаря зубчатой рейке.
Хобот крепится к станине спереди и сзади двумя зажимами. Оба зажима должны быть затянуты до конца. Передний выступ хобота обычно оснащен двумя серьгами, стянутыми гайкой (реже – одной).
Серьга
У каждой серьги имеется подшипник в виде втулки из бронзы. Такая втулка помогает контролировать зазор в подшипнике скольжения
Очень важно следить за уровнем масла во внутренней выемке серьги.
Иногда, чтобы придать хоботу дополнительную жесткость, его оснащают опорными стойками, которые крепятся к консоли. Но в этом случае не допускается вертикальная подача и теряется удобство работы
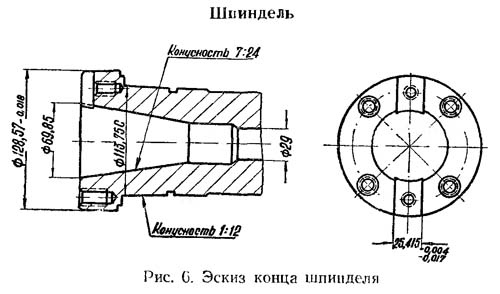
Шпиндель
Шпиндель – это жесткий, полый внутри вал, на который крепятся фрезы. В конусное отверстие фрезы вставляются с применением втулок и оправок. Основной двигатель станка обеспечивает вращение горизонтального шпинделя. Он имеет 18 скоростей (до 1600об/мин), которые обеспечивает коробка скоростей.
Вертикальный шпиндель работает от электродвигателя в 2,8кВт, размещенного на хоботе. Его число скоростей – 9, максимальное значение – 1400об/мин. Число вращений вертикального вала регулируется перемещением зубчатых блоков.
Общий вид:
Стандартная комплектация этого агрегата состоит из следующих элементов:
- Станина.
- Консоль.
- Салазки.
- Стол.
- Хобот.
По индивидуальному заказу завод оснащает установку дополнительными функциональными частями.
С этим читают
- 6р81г станок консольно-фрезерный горизонтальный паспорт, схемы, описание, характеристики
- Технические характеристики, конструкция и схемы горизонтально-фрезерного станка модели 6р82
- Характеристики вертикально-сверлильного станка 2н118
- Токарный станок 1д601 технические характеристики
- Обзор широкоуниверсального фрезерного станка 676, описание, паспорт
- Токарно-винторезный станок 1м61, паспорт, характеристики, схема, руководство
- Технические характеристики токарно-винторезного станка 1к625
- Круглошлифовальный станок 3м151
- Подробный обзор вертикального консольно-фрезерного станка 6р11
- Плоскошлифовальный станок 3г71





