Содержание
Принцип работы станка 1аб16

Берем заготовку, которую вам необходимо обработать, и закрепляем ее. Это может быть крепление в патроне или же в центре.
В станке есть специальный резцедержатель суппорта, куда необходимо заранее разместить инструменты для обработки, то есть резцы. Далее в пиноль, который всегда находится на задней бабке станка, вставляются те инструменты, которые потребуются для нарезания отверстий.
После этого уже можно перейти к обработке детали, которая достигается путем комбинации перемещения резца и в результате вращательного движения. Такой принцип работы токарного оборудования позволяет обрабатывать поверхности самой различной конфигурации:
- Винтовой.
- Цилиндрической.
- Торцовой.
- Конической.
На токарном оборудовании есть шпиндель, о котором уже рассказывалось ранее. Между его опорами стоит монтировать приводной шкив. Задняя опора шпинделя станка имеет уникальную конструкцию, которая позволяет ему в нужный для этого момент заменять клиновые ремни без снятия самого шпинделя.
Еще одна уникальная особенность токарного оборудования 1аб16 состоит в том, что в нем есть привод движения для резки раздельного типа. А вот торможение установочного привода возможно лишь только в том случае, если подключена обмотка статора постоянного тока.
Примечания
- (англ.). Brighthub Engineering. Дата обращения 26 марта 2018.
- Clifford, Brian (англ.). The Woodturner’s Workshop. Woodturners’ Guild of Ontario. — «the first evidence of the lathe itself comes from the 3rd century BC but it is known that it was in use long before that. A flat wooden dish which stood on wooden legs was found in a pit grave at Mycenae dated at 1100 to 1400 BC… suggests that it could have been turned on a mandrel held between centres in a lathe. Against this view must be set the fact that there is no sign of turned grooves on the piece». Дата обращения 24 июля 2018.
- Clifford, Brian (англ.). The Woodturner’s Workshop. Woodturners’ Guild of Ontario. — «The earliest piece from that was found at a site known as the «Tomb of the Warrior» at Corneto. This is a fragment of a wooden bowl, dated at around 700 BC, which shows «clear evidence of rounding and polishing on its outer surface and of hollow turning…» (Woodbury) Other Etruscan turned vessels were found on this site. … Excavations of a mound grave in Asia Minor (now Turkey) revealed two flat wooden dishes with decorative turned rims. These have been dated as from the 7th century BC.». Дата обращения 24 июля 2018.
- Clifford, Brian (англ.). The Woodturner’s Workshop. Woodturners’ Guild of Ontario. — «The earliest information on the lathe dates from the 3rd century BC. This is a bas-relief carving on the wall of the grave of an Egyptian called Petrosiris.». Дата обращения 24 июля 2018.
- Murthy, S. Trymbaka. Textbook of Elements of Mechanical Engineering (англ.). — ISBN 978-9380578576.
- . histrf.ru. Дата обращения 26 января 2019.
- . www.inventor.perm.ru. Дата обращения 26 января 2019.
- Tomiyama, Testuo (англ.) (PDF). OpenCourseWare: TUDelft. TUDelft (16 February 2016). — «1770 Jan Verbruggen Escaped to England with his Son Pieter Verbruggen (1734-1786) and Became Master Founder at Woolwich Arsenal». Дата обращения 24 июля 2018.
Какие классы точности существуют и чем отличаются?
Классом точности называют обобщенную характеристику средств измерений, которая определяется пределом погрешностей (основных и дополнительных), а также рядом свойств, оказывающих влияние на точность измерений, производимых с их помощью.
Пределом погрешности является наибольшая погрешность измерительного прибора, при котором он является годным к измерению. Предел допускаемой основной погрешности выражается в форме:
- абсолютной;
- относительной;
- приведенной
Погрешности. Класс характеризует свойство точности проведения измерений с помощью данного прибора. А точность средств измерения — это качество измерительного прибора, которое свидетельствует о близости погрешности проводимых измерений к нулю.
Если же речь идет о классе точности, который обеспечивает, к примеру, токарный станок, то здесь имеется в виду класс чистоты поверхности детали, которую данное оборудование способно обеспечить в процессе обработки заготовки.
Измерительные приборы, а также обрабатывающее оборудование имеет следующие классы точности: 0,01; 0,015; 0,02; 0,025; 0,04; 0,05; 0,1; 0,15; 0,2; 0,25; 0,4; 0,5; 0,6; 1,0; 1,5; 2,0; 2,5; 4,0; 5,0; 6,0. Кроме того, выделяют несколько категорий классов точности:
Особой
Этот «Класс С» — высший класс точности оборудования (как измерительного, так и обрабатывающего). К данному классу относятся такие станки (в нашем случае – токарные), которые должны производить обработку заготовок с получением высшего класса чистоты поверхности (0,01-0,015).
Высокой
Высоким классом точности обладают, к примеру, ювелирные, медицинские и лабораторные весы. Другое название такого оборудования – прецизионное. Оно имеет маркировку «класс В». Если речь идет о токарном оборудовании, то высокий класс чистоты (0,02-0,025) обеспечивают детали полировальные токарные станки.
Нормальной
Под нормальным классом точности (маркировка — «класс Н», но она, как правило, не ставится) подразумевается такая характеристика оборудования или детали, при которой обеспечивается идентичность результатов в не менее, чем у 98% заведомо одинаковых объектов. Абсолютный показатель нормального класса чистоты находится в диапазоне (2,0-0,6).
Особо высокой
Оборудование особо высокого класса точности имеет по данному показателю маркировку – «класс А»
При проектировании оборудования высокого класса точности повышенное внимание уделяется качеству шпиндельных подшипников
Здесь преимущественно используются подшипники качения также высоких классов точности, а подшипники скольжения изготавливаются в виде регулируемых конусных втулок. (Все нормы здесь устанавливаются ГОСТом 1969-43).
Повышенной
Данный класс точности имеет маркировку «класс П». Применение элементов более высокого класса точности (в первую очередь, подшипников) увеличивает стоимость готового изделия, обрабатываемого на таком токарном оборудовании.
Однако если требуется получить более высокий класс обработки заготовки, то элементы повышенного класса точности применяют для позиционирования станочных валов, где требуется более высокая точность и скорость вращения.
Жесткость
Жесткость — один из важнейших критериев металлорежущего станка. При проектировании прецизионного оборудования предусматриваются более высокая жесткость по сравнению с аналогичными машинами нормальной точности. Чем жестче будет узел, тем меньше на его функционировании будут отображены прикладываемые усилия.
Термин «жесткость» подразумевает способность оказывать сопротивление упругим смещениям относительно координатных осей, образующимся в результате воздействия нагрузки. Определить данный показатель несложно, ведь он вычисляется отношением силы, приложенной к механизму в требуемом направлении, к упругому отжатию.
Значение упругих отжатий в узлах зависит от упругих деформаций, образующихся в результате приложенных сил. В металлорежущих станках различают следующие виды деформаций:
- Деформация комплектующих механизма, причиной которой является воздействие изгибающих, растягивающих сжимающих сил. Значения упругих смещений подсчитываются по формулам, с которыми можно ознакомится прослушав курс сопромата. Основная сложность состоит в выборе подходящей расчетной схемы, поскольку некоторые механизмы отличаются сложным конструктивным исполнением. К примеру, шпиндель можно устанавливать в опоры скольжения (независимо от того, являются они гидростатическими или гидродинамическими, магнитными или аэростатическими) и роликовые/шариковые качения. При этом построение эпюр для балок выполняется по такому же принципу, как в случае шарнирного опирания. Жесткость опор просто необходимо учитывать при расчетах, поскольку под действием приложенных сил осуществляется их деформация;
- Контактная деформация — определяется действием сил, которые прилагаются к узлам, находящимся на телах качения. Касание элементов может осуществляться либо в определенной точке, либо по линии. Значение данного вида деформации можно рассчитать, правда, для этого необходимо прибегнуть к методу, описанному в издании «Сопротивление материалов»;
- Деформация стыков — на показатель отжатия устройства деформация стыков оказывает наибольшее влияние. Требуемая жесткость стыка обеспечивается выбранной технологией обработки изделия (например, фрезерование, точение). Величину данного параметра определяет, количеством и размерами микронеровностей, оставшихся на обработанной поверхности в месте стыка;
- Деформация тонких тел — планки и клинья, применяемые зачастую с целью компенсации износа контактирующих поверхностей, зажимаются между двумя плоскостями, за счет чего препятствуют полному прилеганию поверхностей. Длинная планка небольшой толщины будет касаться поверхностей лишь в определенных точках, следовательно, под воздействием силы тонкие тела будут распрямляться, а деформация — расти. Другими слова ми использование таких элементов, как планка или клин уменьшает жесткость конструкции в целом.
Рассчитывая узел на жесткость, нельзя обойти стороной сумму упругих отжатий, которые вызывают всевозможные упругие деформации.
Мероприятия, которые направлены на увеличение жесткости станка, выполняются с целью получения конструкций, способных воспринимать большие нагрузки при незначительной деформации комплектующих. Сюда можно отнести улучшение качества поверхностей, включая стыки; минимизацию стыков и кинематических цепей; производство жестких конструкций базовых устройств; ужесточение слабых звеньев типа клиньев, планок и цанг; обеспечение предварительного натяга в конструкциях, предполагающих наличие опор и направляющих качения.
Методика проведения работ
Из профилей сваривается еще одна рама, которая станет основанием для электрического двигателя и режущего диска. С другой стороны этого узла фиксируется двигатель, мощность которого может изменяться в пределах от 1,5 до 2 кВт. Самыми надежными и долговечными считаются асинхронные моторы. Запитать двигатель необходимо от трехфазной сети. Если использовать движок более внушительной мощности, то вы сможете получить хорошую скорость работы и ровный рез.
Не столь принципиально, как вы будете фиксировать вал и подсоединять его к конструкции. Отрезной станок при правильной подаче оборотов электродвигателя будет работать исправно. Это поможет обеспечить клиновой ремень. Ряд работ можно заказать токарю, например шкив под ремень, вал с опорами и дисковые фланцы. Выступ фланца должен иметь диаметр в 32 мм. На следующем этапе опорные подшипники можно установить в гнездах плит верхней рамы. Болтом с гайкой фиксируется и двигатель. Втулка позволит соединить вал со стойками, первый из которых будет иметь диаметр в 12 мм. Для того чтобы исключить соскальзывание, вал и втулку укрепляют с минимальным зазором. На втулку можно укрепить коромысло, а соотношение его плеч будет выглядеть следующим образом: 1 к 3.
Вертикальная протяжка
Принцип действия вертикально протяжного станка для внутреннего протягивания основан на том, что главное движение осуществляется прямолинейно в вертикальном направлении режущим элементом станка в то время, как заготовка будущей детали остается неподвижной. Кроме того, при использовании на таких аппаратах метода винтового протягивания, являющегося одним из видов внутренней протяжки, как самой заготовке, так и элементу, производящему резку, придается еще и дополнительное вращение.
Вертикальный протяжной станок
Вертикальный протяжной станок внутреннего протягивания обладает практически тем же принципом работы, как и горизонтальный, но с некоторыми преимуществами, к которым можно отнести следующее:
- в ходе эксплуатации у станков подобного класса полностью отсутствует вероятность провисания и искривления оси протяжного элемента;
- на станок подобного класса не составляет никакого труда установить дополнительные протяжки в случае проведения модернизации;
- протяжной станок вертикальный занимает относительно небольшую рабочую площадь. Связано это с тем, что весь его рабочий цикл происходит строго в вертикальном направлении.
- Станки с вертикальной протяжкой не только занимают меньше полезной площади в процессе эксплуатации, но и более удобные, нежели их горизонтальные «собратья». Эти станки довольно часто эксплуатируются на производстве, где осуществляется массовая обработка деталей легкой и средней тяжести.
Схема наладки вертикально-протяжного станка
Вертикально-протяжные станки также бывают как наружного, так и внутреннего типа протягивания. Все эти виды следующими характеристиками:
- тяговая сила, в зависимости от модели станка, может составлять от 50 до 200 кН;
- предельно максимальная величина, на которую двигается рабочая каретка, находится в границах от 60 до 160 сантиметров;
- скорость движения протяжки во время рабочего цикла может варьировать в пределах от 0,5 до 14 метров в минуту.
Стоит заметить, что и горизонтальные и вертикальные протяжные станки используют в своем процессе полуавтоматический принцип работы. Исключение составляют лишь протяжные станки с ЧПУ, весь процесс производства которых максимально упрощен и имеет наиболее высокую скорость.
Еще одним признаком, отличающим друг от друга металлообрабатывающие станки, является количество имеющихся рабочих кареток, так как существуют станки не только с одной, но и с несколькими.К следующему отличительному признаку относится позиция. Наиболее простой является одно позиционная конструкция, однако наиболее эффективными считаются станки с имеющимся многопозиционным принципом работы, так как они содержат в своей технологической оснастке заводские устройства столов с поворотной системой.
Характеристика электрической схемы станка 1аб16

- Напряжение: 28-320В.
- Скорость: 2800 оборотов в минуту.
- Мощность: 0,12 кВТ.
- Тип двигателя: ПА22.
Теперь несколько слов об электрической схеме токарного оборудования 1аб16. В нем входит много составляющих элементов. Итак, это плавкие предохранители, которых должно быть не менее трех. Необходим по схеме токарного оборудования и вводный выключатель, а также несколько ламп освещения и реле напряжение. По схеме стоит увидеть и три контактора, которые несут на себе определенные функции: остановка двигателя, обратный его ход и рабочий ход.
При внимательном рассмотрении электрической схемы токарного оборудования можно обнаружить и выключатель для электрического насоса, задача которого подавать жидкость для резцового охлаждения, а также реле, которое отвечает за то, как будет происходить регулировка самой двигательной скорости двигателя станка. Сюда же входит и реле, которое отвечает контактора напряжения, которое предназначено для того, чтобы включать и отключать устройства.
Но кроме таких составных элементов токарного оборудования 1аб16, которые были перечислены ранее, сюда входят еще и такие части, как трансформатор, имеющий понижающее значение, переключатель управления, а также необходимый указатель нагрузки и селеновый выпрямитель.
Известно, что чаще всего предприятия заказывают такое токарное оборудование, которое могло бы работать и при напряжении триста восемьдесят Вольт. Если же станки 1аб16 будут использоваться в домашних условиях, то, соответственно, они смогут работать и при напряжении двести двадцать Вольт. Существует и такое понятие, как специальные заказы. Оно означает, что могут выпускаться индивидуальные станки, обговоренные в договоре, где уже напряжение может достигать при работе пятьсот Вольт.
С этим читают
- Характеристики вертикально-сверлильного станка 2н118
- Гост 8889-88. передачи зубчатые турбин и компрессорных машин. технические требования. методы контроля
- Токарно-винторезный станок 1м61, паспорт, характеристики, схема, руководство
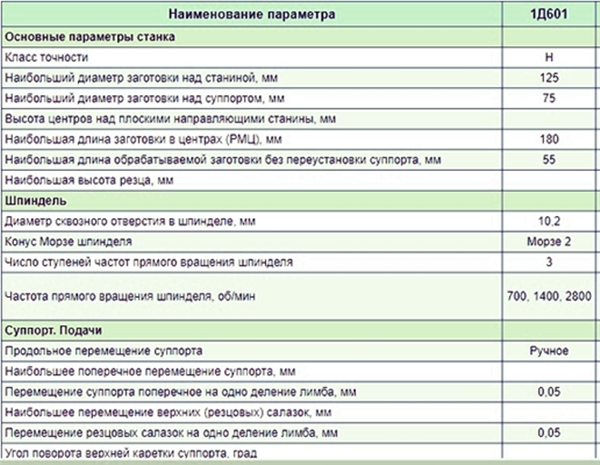
- Токарный станок 1д601 технические характеристики
- Токарный станок 16к20
- Технические характеристики токарно-винторезного станка 1к625
- Что такое зиговочная машина и где применяется это оборудование?
- Назначение и устройство, технические характеристики токарного станка 1а62
- Обзор токарного станка тв-320: технические характеристики и особенности
- Круглошлифовальный станок 3м151