Содержание
- 1 Схема кинематическая фрезерного станка 676П
- 2 Особенности конструкции
- 3 3 Особенности других узлов и механизмов фрезерного станка
- 4 Технические характеристики
- 5 1 Назначение и сфера использования СФ-676
- 6 1 Фрезерный станок СФ676 – все достоинства и особенности
- 7 Технические характеристики фрезерного станка 676П
- 8 Эксплуатационные качества
Схема кинематическая фрезерного станка 676П
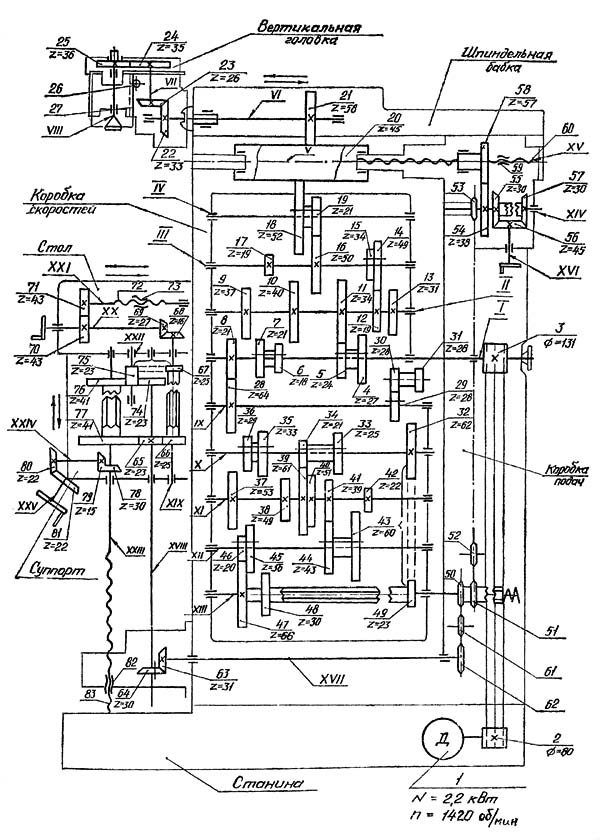
Кинематическая схема фрезерного станка 676П
Цепь главного движения
От электродвигателя 1 мощностью 2,2 кВт движение передается на вал 1 при помощи клиноременной передачи 2—3. От вала 1 через коробку скоростей вращение передается барабанной шестерне 20, затем на вал горизонтального шпинделя VI.
Вал вертикального шпинделя VIII получает вращение от вала VI через коническую 22—23 и цилиндрическую 24—25 пары.
Различные положения блоков шестерен коробки скоростей (7-6, 5—4, 14—15, 19—18) позволяют сообщать горизонтальному и вертикальному шпинделям шестнадцать различных скоростей.
Цепь подач
Все подачи станка (стола в вертикальном и продольном направлениях, шпиндельной бабки в поперечном направлении) осуществляются механически и вручную. Кроме того, для всех направлений предусмотрено ускоренное перемещение.
Самостоятельного привода подач в станке нет. Механизмы подач получают вращение от главного привода (вал 1 коробки скоростей) через коробку подач. С последнего вала коробки подач XIII при помощи цепных передач 50—62, 51—53 вращение передается механизмам подач стола и шпиндельной бабки.
Вертикальные подачи стола осуществляются следующим образом: от вала XVII через коническую пару 63—64 получает вращение вал XVIII. На винт XXIII вертикального перемещения прямое вращение передается через шестерни 65—77, а обратное – через шестерни 74—75—76. Так как винт закреплен в суппорте, стол получает перемещение вверх или вниз.
Ручное вертикальное перемещение осуществляется маховиком, сидящим на валу XXV, через конические пары 80—81 и 78—79. Продольные подачи влево и вправо осуществляются переключением муфты на валу XIX, при этом вращение передается через шестерни 66—65 и 74—75—67 на вал XIX, через коническую пару 68—69 на вал XX, а затем через шестерни 70—71 на вал винта XXI.
В случае переключения муфты на валу XIV механизм поперечной подачи шпиндельной бабки сообщает прямое или обратное вращение гайке 59, связанной с винтом поперечной подачи, причем шпиндельная бабка перемещается вперед или назад.
Вручную шпиндельная бабка перемещается маховиком с помощью конической пары 55—56 или 56—57.
Ускоренные перемещения осуществляются сцеплением муфты на валу XVII с муфтой цилиндрического колеса 49. Таблицы механизмов главного движения и подач приведены в табл. 5 и 6.
Особенности конструкции
Станок признан широкоуниверсальным благодаря наличию двух шпинделей – горизонтального и вертикального, а также большого количества различных принадлежностей к станку. Основание станка выполнено из чугуна и обеспечивает устойчивость оборудования с поглощением возникающих вибраций. Особенности конструкции позволяют работать как с мелкими заготовками, так и с деталями длиной до 80 см. При этом станок отличается небольшими габаритами и его можно установить в небольшом цеху.
Коробка скоростей шпинделя
Механизм перевода скоростей базируется спереди основания коробки. При максимально вертикальном положении ручки происходит разведение дисков, имеющих отверстия. Если диски нужно свести в обратное положение – ручку опускают вниз.
Коробка подач
Для сохранения траектории движения шестерен используется главная шестерня, которая задействуется при включенном реверсе коробки скоростей. При этом масло подается совсем маленькими порциями.
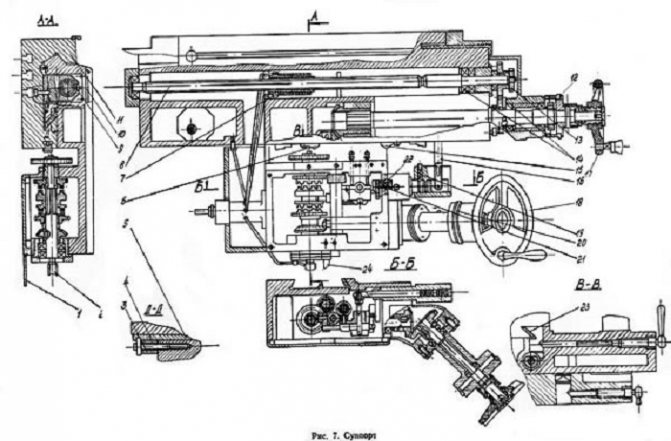
Суппорт
Корпусная основа суппорта является механизмом по типу «ласточкин хвост». Он отвечает за движение основной рабочей зоны в двух направлениях. Вертикальное продвижение производится благодаря направляющим, которые имеются на станине. Продольное перемещение осуществляется за счет горизонтальных направляющих. Управление происходит за счет ходового вала, а последний получает движение от коробки передач.
Шпиндельная бабка
Механизм бабки шпинделя снабжен шомполом. Благодаря ему зажимается весь инструментарий станка. Для установки величины автоматического движения шпиндельной бабки существуют промежуточные опоры.
Вертикальная головка
Вертикальная головка вмонтирована в хоботную планшайбу. Конструкция имеет способность поворачиваться на 90° от вертикальной оси. Оператор может установить нулевой угол поворота при необходимости. В таком случае головку нужно зафиксировать двумя штифтами с использованием болтов с внутренними шестигранниками. Шлицы передают вращательное движение хвостовой части шпинделя, а двухрядный и роликовый подшипники служат опорой для вертикального шпинделя.
Угловой горизонтальный стол
Эта конструкция отлита из чугуна и прикреплена болтами к основной рабочей поверхности. Для прикрепления имеются Т-образные пазы – 3 штуки.
Тиски
Могут вращаться вокруг своей оси. Являются неотъемлемой конструкцией станка и могут быть дополнительно смонтированы на обоих столах, что значительно облегчает работу.

Долбежная головка
Долбежная головка вмонтирована в состав специального круглого корпуса. Сюда же входит специальный хобот, который вмонтирован в долбежную и вертикальную головки.
3 Особенности других узлов и механизмов фрезерного станка
Суппорт передвигает по горизонтали и по вертикали основной рабочий стол. Вертикальная подача производится за счет движения суппорта по направляющим станины. Они сделаны в формате «ласточкиного хвоста». В корпусе суппорта находится устройство контроля за подачей, которое начинает функционировать при получении ходовым валом движения от коробки подач. После этого механизм подач распределяет вращение на ходовые винты (горизонтальный и вертикальный).
Коробка подач обеспечивает шпиндельной бабке и суппорту разные подачи, а также дает возможность осуществлять ускоренное движение. Ее валы воспринимают вращение от коробки скоростей (от ее главного вала). Стандартная подача переходит в ускоренную при нажатии оператором соответствующей управляющей рукоятки. Когда он отпускает ее, станок снова начинает работать в нормальном режиме.
Поршневой насос смазывает шестерни шпиндельной бабки и двух коробок. Происходит это по такой схеме:
- эксцентрик шестерни приводит поршень механизма в движение возвратно-поступательного типа;
- из емкости станины всасывается масло в необходимом количестве, которое затем разбрызгивается;
- все без исключения шестерни смазываются за счет образовавшегося масляного тумана.
Рабочий, управляющий агрегатом, может следить за описанным процессом через глазок с прозрачным стеклом, который монтируется на коробке подач (на фланце данного узла) и позволяет контролировать пульсирование масла.
Вращение на шпиндель установки передается двумя шестернями (одна из них располагается непосредственно на шпинделе). Хобот и вертикальная головка крепятся на направляющих сверху шпиндельной бабки. Для поддержки оправок предусмотрена специальная серьга, закрепленная на хоботе. В горизонтальном шпинделе крепление рабочего приспособления из инструментальной стали выполняется при помощи шомпола.
За счет продуманной конструкции агрегата у его оператора появляется возможность выполнять очень точные координатно-расточные мероприятия. За этот процесс отвечает плитко- и индикатородержатель.
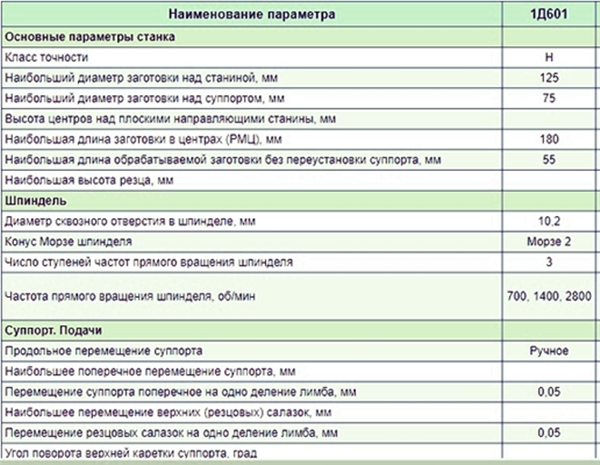
Технические характеристики
Особенности конструкции влияют на основные технические характеристики оборудования:
- показатели вращения горизонтального шпинделя – 50–1630 об/мин;
- параметры движения вертикального шпинделя – 63–2040 об/мин;
- скоростей шпинделя – 16;
- максимальное продвижение вертикального шпинделя по оси – 8 см;
- расстояние от оси горизонтального шпинделя до рабочей поверхности – 8–46 см;
- от торца вертикального шпинделя до рабочей горизонтальной поверхности – 0–38 см;
- максимальный ход стола вдоль – 45 см;
- по вертикали – 38 см.
1 деление лимба равно 0.05 мм. Масса станка чуть больше тонны (1050 кг).
1 Назначение и сфера использования СФ-676
Широкоуниверсальный фрезер СФ-676 может комплектоваться шпинделями двух типов — поворотно-вертикальным, для работы с торцовыми, шпоночными фрезами, и горизонтальным, при использовании которого на станок можно устанавливать фрезы фасонного, дискового и цилиндрического типа.
Именно наличие второй шпиндельной головки, регулируемой в перпендикулярных плоскостях, отличается широкоуниверсальные фрезеры об обычных станков. СФ-676 может работать задействуя одновременно два шпинделя, при этом агрегат помимо фрезерования выполняет такие операции как сверление, зенкерование и растачивание.
В промышленной практике СФ-676 широко используется для выполнения следующих операций:
- обработки наружных, внутренних поверхностей и тел вращения методом обточки;
- нарезка пазов и уступов;
- обточка шлицев на валах;
- формирование зубчатых колес.
Агрегаты 676-ой серии относятся к классу фрезеров высокой точности (Н). Наибольшая точность обработки достигается при отсутствии рядом с техникой источников вибрации, при температуре окружающей среды 20 градусов и влажности в районе 65%.

СФ-767
СФ-676 и 676П востребованы как в единичном, так и в мелкосерийном производстве, чаще всего их можно встретить в цехах машиностроительных предприятий и инструментальных заводов. Популярность данных станков обусловлена наличием у них следующих эксплуатационных преимуществ:
- Станина станка выполнена из чугуна, ее большой вес не допускает возникновения вибраций в процессе обработки, что дает возможность сохранить высокую точку фрезерования в любых условиях.
- Фрезеры 676 серии являются универсальными, на них можно обрабатывать как мелкоразмерные детали, так и заготовки длиной до 80 см и шириной 25 см.
- Техника может комплектоваться долбежной головкой, что позволит ей выполнять соответствующие операции.
- Станки обладают сравнительно небольшими размерами среди оборудования своего класса, при необходимости они могут быть размещены даже в гараже.
Также среди преимуществ отметим широкой диапазон вращения шпиндельных головок, что позволяет подбирать оптимальный режим обработки металлов любой твердости.
1.2 Технические характеристики оборудования
Рассмотрим технические характеристики станка СФ-676:
- размеры рабочих столов: горизонтальный — 250*800, вертикальный — 250*630 мм;
- вес обрабатываемой заготовки — до 100 кг;
- расстояние по оси шпиндель-стол — от 80 до 450 мм;
- вылет шпинделя — от 125 до 375 мм;
- максимальных ход шпиндельной бабки: по оси Х — 300 мм, по оси У — 380 мм;
- наибольшая частота вращения шпинделя: горизонтальный — 1630, вертикальный — 2040 об/мин;
- количество скоростей вращения — 16;
- стандарт конуса — 40АТ5;
- скорость подачи шпиндельной бабки — 13-395 м/мм;
- количество подач — 16.
СФ-676 оснащен электроприводом мощностью 3 кВт, также имеется вспомогательный мотор системы подачи СОЖ, от которого работает электронасос производительностью 23 л/мин. Габариты станка составляют 120*124*105 см, вес — 1 тонна. Стоимость данной модели в современном исполнении варьируется в пределах 700 тыс. рублей.

СФ-676 в новом исполнении
Аналогичная в плане компоновки и функциональных возможностей модель 676П отличается от СФ-676 следующими параметрами:
- на 10 мм меньшее расстояние по оси шпиндель-стол;
- ход бабки вертикального шпинделя 250 мм;
- мощность главного электропривода 2.2 кВт;
- вес 910 кг, размеры — 126*121*178 см.
1 Фрезерный станок СФ676 – все достоинства и особенности
Установка дает возможность использовать фасонные, дисковые и цилиндрические фрезы при работе ее горизонтального шпинделя, а также шпоночные, концевые и торцовые при работе вертикального шпинделя.
Станок обеспечивает превосходную точность осуществления расточных и фрезерных операций в производственных цехах, соответствующих общепринятым стандартам (отсутствие сильной вибрации, тепловых источников, влажность на уровне 60–70 %, температура от +18 до +22 °С).
Кроме указанных работ агрегат позволяет производить ряд других рабочих процедур (долбление, сверление, растачивание, цекование, рассверливание, развертывание, центрование, зенкерование).
Аналогами станка является фрезерное оборудование следующих комбинатов:
- Китайская мануфактура «Shandong Rooy» (Х8132);
- Владимирский завод станков «Техника» (ФСМ–250/676М);
- Читинский завод (6Т80);
- Витебский (Республика Беларусь) «ВИЗАС» (ВЗ–371);
- Вильнюсский «Vingriai» (67К25ПФ1, 676П, 67К25ПФ2–0, 6725ПФ1);
- Ереванский комбинат фрезерного оборудования (67Е25ПФ1, 675П);
- Воткинский завод машиностроения (ВМ130);
- Иркутский комбинат станкостроения (67К25ПФ1, 676);
- Дмитровский завод (ДФ–6725).
К основным достоинствам рассматриваемого нами станка, а также всех его аналогов относят:
- удобную традиционную схему управления;
- использование электронасоса для подачи охлаждающей жидкости (а также смазочной);
- возможность выполнять фрезерование достаточно больших (до 250 мм шириной и 800 мм длиной) и более мелких деталей;
- наличие дополнительной шпиндельной головки, перемещающейся вертикально, (ее конструкторы станка поместили на выдвижной хобот агрегата);
- минимальный уровень вибрации массивной станины из чугуна;
- сравнительно скромные габариты (высота – 1780 мм, ширина – 1240 мм и длина – 1200 мм) и небольшая масса (1050 кг);
- вращение шпинделей в широком диапазоне частот (от 63 до 2040 об/мин – вертикальный, от 50 до 1630 об/мин – горизонтальный).
Рекомендован станок для индивидуального и мелкосерийного производства.
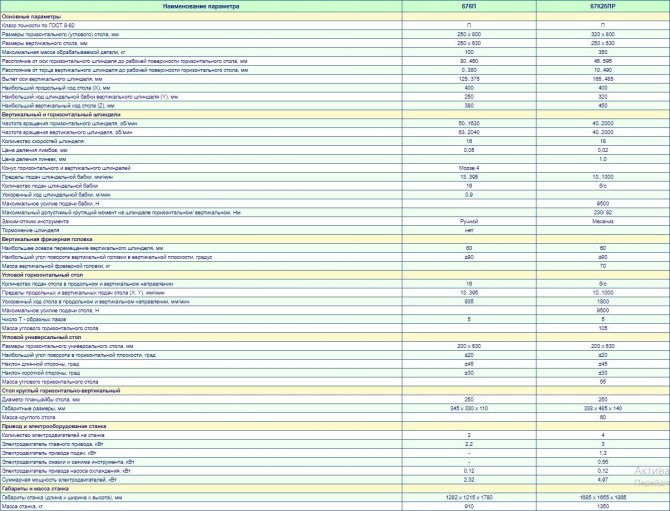
Технические характеристики фрезерного станка 676П
| Наименование параметра | 676П | 67К25ПР |
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Размеры горизонтального (углового) стола, мм | 250 х 800 | 320 х 800 |
| Размеры вертикального стола, мм | 250 х 630 | 250 х 630 |
| Максимальная масса обрабатываемой детали, кг | 100 | 350 |
| Расстояние от оси горизонтального шпинделя до рабочей поверхности горизонтального стола, мм | 80..460 | 45..595 |
| Расстояние от торца вертикального шпинделя до рабочей поверхности горизонтального стола, мм | 0..380 | 10..490 |
| Вылет оси вертикального шпинделя, мм | 125..375 | 165..485 |
| Наибольший продольный ход стола (X), мм | 400 | 400 |
| Наибольший ход шпиндельной бабки вертикального шпинделя (Y), мм | 250 | 320 |
| Наибольший вертикальный ход стола (Z), мм | 380 | 450 |
| Вертикальный и горизонтальный шпиндели | ||
| Частота вращения горизонтального шпинделя, об/мин | 50..1630 | 40..2000 |
| Частота вращения вертикального шпинделя, об/мин | 63..2040 | 40..2000 |
| Количество скоростей шпинделя | 16 | 18 |
| Цена деления лимбов, мм | 0,05 | 0,02 |
| Цена деления линеек, мм | 1,0 | |
| Конус горизонтального и вертикального шпинделей | Морзе 4 | |
| Пределы подач шпиндельной бабки, мм/мин | 13..395 | 10..1000 |
| Количество подач шпиндельной бабки | 16 | б/с |
| Ускоренный ход шпиндельной бабки, м/мин | 0,9 | |
| Максимальное усилие подачи бабки, Н | 9500 | |
| Максимальный допустимый крутящий момент на шпинделе горизонтальном/ вертикальном, Нм | 230/ 82 | |
| Зажим-отжим инструмента | Ручной | Механиз |
| Торможение шпинделя | нет | |
| Вертикальная фрезерная головка | ||
| Наибольшее осевое перемещение вертикального шпинделя, мм | 60 | 60 |
| Наибольший угол поворота вертикальной головки в вертикальной плоскости, градус | ±90 | ±90 |
| Масса вертикальной фрезерной головки, кг | 70 | |
| Угловой горизонтальный стол | ||
| Количество подач стола в продольном и вертикальном направлении | 16 | б/с |
| Пределы продольных и вертикальных подач стола (X. Y), мм/мин | 13..395 | 10..1000 |
| Ускоренный ход стола в продольном и вертикальном направлении, мм/мин | 935 | 1800 |
| Максимальное усилие подачи стола, Н | 9500 | |
| Число Т — образных пазов | 5 | 5 |
| Масса углового горизонтального стола | 105 | |
| Угловой универсальный стол | ||
| Размеры горизонтального универсального стола, мм | 200 х 630 | 200 х 630 |
| Наибольший угол поворота в горизонтальной плоскости, град | ±20 | ±20 |
| Наклон длинной стороны, град | ±45 | ±45 |
| Наклон короткой стороны, град | ±30 | ±30 |
| Масса углового горизонтального стола | 55 | |
| Стол круглый горизонтально-вертикальный | ||
| Диаметр планшайбы стола, мм | 250 | 250 |
| Габаритные размеры, мм | 345 х 330 х 110 | 338 х 485 х 140 |
| Масса круглого стола | 60 | |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 2 | 4 |
| Электродвигатель главного привода, кВт | 2,2 | 3 |
| Электродвигатель привода подач, кВт | — | 1,3 |
| Электродвигатель смазки и зажима инструмента, кВт | — | 0,55 |
| Электродвигатель привода насоса охлаждения, кВт | 0,12 | 0,12 |
| Суммарная мощность электродвигателей, кВт | 2,32 | 4,97 |
| Габариты и масса станка | ||
| Габариты станка (длина х ширина х высота), мм | 1282 х 1215 х 1780 | 1685 х 1655 х 1865 |
| Масса станка, кг | 910 | 1350 |
Эксплуатационные качества
Электрическая схема станка
От правильности эксплуатации универсального фрезерного станка зависит не только качество обработки, но и безремонтный срок его работы
Поэтому особое внимание нужно уделить соблюдению правил, которые подробно изложены в техническом паспорте
Так как оборудование обладает относительно небольшим весом – нет нужды обустраивать особый вид платформы для установки. Но для уменьшения вибраций рекомендуется установить специальные регулирующие опорные винты.
Дополнительно следует учитывать такие особенности эксплуатации широкоуниверсального станка:
- персонал может приступать к работе только после прохождения инструктажа по технике безопасности и детального ознакомления с характеристиками оборудования;
- после долгого периода простоя необходимо проверить качество его узлов, сделать смазку компонентов;
- первый запуск осуществляется без установки заготовки, проверяется правильность работы станка на всех режимах.
В видеоматериале показан пример восстановления работоспособности универсально-фрезерного станка 676П:
С этим читают
- 6р81г станок консольно-фрезерный горизонтальный паспорт, схемы, описание, характеристики
- Характеристики вертикально-сверлильного станка 2н118
- Круглошлифовальный станок 3м151
- Технические характеристики, конструкция и схемы горизонтально-фрезерного станка модели 6р82
- Токарно-винторезный станок 1м61, паспорт, характеристики, схема, руководство
- Технические характеристики токарно-винторезного станка 1к625
- Подробный обзор вертикального консольно-фрезерного станка 6р11
- Обзор токарного станка тв-320: технические характеристики и особенности
- Технические характеристики токарно-винторезного станка 16к25
- Описание параметров горизонтально-фрезерного станка 6р82