Содержание
(Измененная редакция, Изм. № 1).
2. Резцы должны изготовляться двух типов:
1 — расточные с углом ср = 60°;
2 — расточные виброустойчивые.
3. Конструкция и основные размеры резцов должны соответствовать указанным на черт. 1, 2 и в табл. 1, 2.
Тип 1
Исполнение 1 Исполнение 2
Черт. 1
Издание официальное Перепечатка воспрещена
Н
Издание с Изменениями № 1, 2, утвержденными в феврале 1981 г., июне 1985 г. (ИУС 4—81, 9—85).
|
Резцы |
Сече ние резца h • b |
Форма пластин по ГОСТ 25395—90 |
— i ^ |
|||||||||||
|
угол врезки пластины 10° |
угол врезки пластины 0° |
S X о |
L |
d |
т |
Угол врезки |
пластин |
«3 § § 3 8 g Cl Л И X. |
||||||
|
Обозначение |
Приме няемость |
Обозначение |
Приме няемость |
§ Е о 5 |
10′ |
0′ |
Диамет] наимен растачи го отве] |
|||||||
|
2140-0056 |
2140-0081 |
2 |
1612 |
170 |
80 |
— |
6,0 |
61 |
40 |
|||||
|
2140-0001 |
2140-0021 |
120 |
25 |
я |
3,5 |
14 |
||||||||
|
2140-0002 |
2140-0022 |
1 |
1616 |
140 |
40 |
01 |
01 |
|||||||
|
2140-0003 |
2140-0023 |
35 |
10 |
4,5 |
18 |
|||||||||
|
2140-0004 |
2140-0024 |
170 |
60 |
|||||||||||
|
2140-0057 |
2140-0082 |
2 |
2016 |
200 |
100 |
— |
8,0 |
02 |
62 |
55 |
||||
|
2140-0005 |
2140-0025 |
140 |
40 |
12 |
5,5 |
Угол врезки 10° |
Угол врезки 0° |
21 |
||||||
|
2140-0006 |
2140-0026 |
1 |
20 20 |
170 |
70 |
01 |
||||||||
|
2140-0007 |
2140-0027 |
50 |
14 |
6,0 |
61 |
27 |
||||||||
|
2140-0008 |
2140-0028 |
200 |
80 |
|||||||||||
|
2140-0058 |
2140-0083 |
2 |
25-20 |
240 |
120 |
— |
10,0 |
70 |
||||||
|
2140-0009 |
2140-0029 |
1 |
25-25 |
200 |
70 |
19 |
8,0 |
34 |
||||||
|
2140-0010 |
2140-0030 |
240 |
100 |
02 |
62 |
|||||||||
|
2140-0059 |
2140-0084 |
2 |
32-25 |
280 |
160 |
— |
12,0 |
80 |
||||||
|
2140-0060 |
2140-0085 |
40-32 |
300 |
180 |
— |
16,0 |
110 |
Пример условного обозначения резца типа 1, исполнения 1, сечением h b = 1616 мм, длиной I = 25 мм, с углом врезки пластины в стержень 10°, с пластиной из твердого сплава марки ВК4:
Резец 2140-0001ВК4 ГОСТ 18882- 73
Тип 2
Исполнение 1
Исполнение 2
Черт. 2
|
Обозначение резцов |
Применяе мость |
Испол нение |
Сечение резца h ■ b |
L |
d |
т |
Тип пластин по ГОСТ 25395-90 |
Диаметр наименьшего растачиваемого отверстия D |
|
|
2140-0071 |
2 |
1612 |
170 |
18 |
— |
6,0 |
61 |
40 |
|
|
2140-0251 |
120 |
25 |
я |
3,5 |
14 |
||||
|
2140-0252 |
1 |
1616 |
140 |
40 |
01 |
||||
|
2140-0041 |
35 |
10 |
4,5 |
18 |
|||||
|
2140-0042 |
170 |
60 |
|||||||
|
2140-0072 |
2 |
2016 |
200 |
20 |
— |
8,0 |
62 |
55 |
|
|
2140-0043 |
140 |
40 |
12 |
5,5 |
|||||
|
2140-0044 |
1 |
20 20 |
170 |
70 |
61 |
21 |
|||
|
2140-0045 |
50 |
14 |
6,0 |
27 |
|||||
|
2140-0046 |
200 |
80 |
|||||||
|
2140-0073 |
2 |
25-20 |
240 |
25 |
— |
10,0 |
70 |
||
|
2140-0047 |
1 |
25-25 |
200 |
70 |
19 |
8,0 |
34 |
||
|
2140-0048 |
240 |
100 |
62 |
||||||
|
2140-0074 |
32-25 |
280 |
30 |
— |
12,0 |
80 |
|||
|
2140-0075 |
40-32 |
300 |
40 |
— |
16,0 |
110 |
Пример условного обозначения резца типа 2, исполнения 1, сечением h b = 1616 мм, I = 60 мм, с пластиной из твердого сплава марки ВК6:
Резец 2140-0042 ВК6ГОСТ 18882- 73
(Измененная редакция, Изм. № 2).
4. Для резцов типа 1 угол врезки пластины в стержень для обработки чугуна и других хрупких материалов — 10°, для обработки стали и других вязких материалов — 0°.
(Измененная редакция, Изм. № 1).
5. Величина радиусов округлений и фасок, не указанные в настоящем стандарте, принимаются по технологическим соображениям.
6. Элементы конструкций и геометрические параметры резцов указаны в приложении.
7. Форма заточки передней поверхности и доводка режущей части указаны в приложении 2 к ГОСТ 18877-73.
8. Технические требования — по ГОСТ 5688—61.
Конструкция и размеры
Carbide-tipped boring turning tools for open-end holes. Design and dimensions
MKC 25.100.10
ГОСТ
18882-73
Взамен ГОСТ 6743—61 в части типа VII; МН 613-64;
МН 5205-64;
МН 5206-64;
МН 615-64;
МН 5209-64;
МН 5210-64
Постановлением Государственного комитета стандартов Совета Министров СССР от 8 июня 1973 г. № 1429 дата введения установлена
01.07.74
Ограничение срока действия снято Постановлением Госстандарта СССР от 12.02.81 № 655
1. Настоящий стандарт распространяется на токарные расточные резцы общего назначения с напаянными пластинами из твердого сплава для обработки сквозных отверстий.
Классификация резцов для токарной обработки
Существуют государственные стандарты, в которых описывается классификация токарных резцов. Одной из классификаций является разделение по типу обработки металлических поверхностей:
- Грубая обработка — черновая.
- Чистовое обрабатывание.
- Проведение высокоточных операций.
- Получистовая очистка.
Существует разделение по виду материала, из которого делают рабочую часть оснастки. Отдельная классификация касается целостности конструкции оснастки:
- Цельные приспособления. Представляют собой оснастку для токарных станков, изготавливаемую из легированной стали. Редко встречаются модели, изготовленные из инструментальной стали.
- Приспособления с дополнительными пластинами. Они делаются на заводе из разных видов твердых сплавов, металлов.
- Модели со съёмными пластинками. Закрепляются на державке с помощью винтов. Редко используются во время серийной обработки металлических деталей.
Главной классификацией считается разделение приспособлений на отдельные виды по форме, конструкции. О них нужно поговорить отдельно.
Классификация резцов
Прямые проходные
Используются для наружной обработки заготовок из стали. Размеры:
- прямоугольные державки — 25х16 мм;
- квадратные державки — 25х25.
Резец токарный проходной с частью, закрепляемой в суппорте квадратного сечения. Используется при проведении особых штучных операций.
Отогнутые проходные
Специальная оснастка, у которой рабочая часть согнута в левую или правую сторону. Применяются для торцевания деталей. С их помощью удобно снимать фаски. Существует три разновидности отогнутых резцов:
- Тренировочная оснастка — 16×10 мм.
- Наиболее популярный размер — 25х16 мм.
- Заказные модели — 40х25 мм.
Редко встречаются размеры удерживающей части 32х20, 20х12 мм.
Упорные проходные
Приспособления бывают с прямым и отогнутым рабочим элементом. Предназначены для работы с деталями цилиндрической формы. Форма плюс правильная заточка позволяют быстро снимать большинство излишков с рабочей поверхности заготовки. Размеры державок у упорных проходных приспособлений — 16х10–40х25 мм.
Отогнутые подрезные
Представляют собой оснастку похожую на проходную. Однако, есть различие по форме режущей кромки. Она треугольная, что позволяет делать более качественную обработку. Размеры удерживающей части — 16х10–32х20 мм.
Отрезные
Популярные приспособления, которые применяются при разрезании металлических заготовок. На месте реза образуется угол 90 градусов. С его помощью создают пазы, выемки на деталях. Отрезная оснастка представляет собой державку с закреплённой пластиной из твердого сплава металлов. Размеры удерживающей части — 16х10–40х25 мм.
Работа с отрезным резцом
Резьбонарезные для внешней резьбы
Данные приспособления применяются, когда нужно сделать резьбу снаружи металлических заготовок. Инструмент состоит из удерживающей части с закреплённым на ней копьевидными пластинками.
Резьбонарезные для внутренней резьбы
Приспособления применяются для нарезания резьбы в просверленных отверстиях. Приспособление состоит из удерживающего элемента квадратного сечения. От её размера зависит то, на какую глубину можно будет нарезать резьбу. Чтобы использовать резьбонарезные приспособления, на промышленном оборудовании должна быть установлена гитара.
Расточные для глухих отверстий
Расточные инструменты оборудуются согнутой на бок рабочей частью. Сверху напаивается режущая треугольная пластинка. От того насколько изменяется длина части, закрепляемой в суппорте, зависит размер отверстия, которое подлежит расточке.
Расточные для сквозных отверстий
Это оснастка для промышленного оборудования. Она применяется для расточки отверстий, созданных сверлением. От того, какая длина у части, закрепляемой в суппорте, зависит глубина обработки отверстий. Элемент с режущей кромкой имеет отогнутую головку. Толщина материала, которую снимает режущая кромка, практически равна изгибу. Максимальная длинна удерживающей части — 300 мм.
Расточные токарные резцы
Сборные
Выполняют разные технологические операции. Конструкция позволяет закреплять на державке разные твердосплавные пластинки. Наличие нескольких рабочих элементов позволяет увеличить универсальность приспособления. Резцы, которые собираются из разных пластин, закрепляются в шпинделях оборудования, управляемого системой ЧПУ. Сборными приспособлениями обрабатывают отверстия, делают контура, выбирают канавки.
(Измененная редакция, Изм. № 1).
2. Резцы должны изготовляться двух типов:
1 — расточные с углом ср = 5°;
2 — расточные виброустойчивые.
3. Конструкция и основные размеры резцов должны соответствовать указанным на черт. 1, 2 и в табл. 1, 2.
Тип 1
Исполнение 1
Исполнение 2
Черт. 1
Издание официальное Перепечатка воспрещена
Н
Издание с Изменениями № 1, 2, утвержденными в феврале 1981 г., июне 1985 г. (ИУС 4—81, 9—85).
Размеры в мм
Таблица 1
|
Резцы |
Исполнение |
Сече ние резца h • b |
L |
d |
т |
Тип пластин по ГОСТ 25397—90 Угол врезки пластин |
Диаметр наименьшего растачи-ваемого отверстия D |
|||||
|
угол врезки пластины 10° |
угол врезки пластины 0° |
|||||||||||
|
Обозначение |
Приме няемость |
Обозначение |
Приме няемость |
10′ |
0′ |
|||||||
|
2141-0201 |
2141-0202 |
1 |
1212 |
100 |
20 |
6 |
2,5 |
06 |
66 |
10 |
||
|
2141-0056 |
2141-0041 |
2 |
1612 |
170 |
80 |
— |
6,0 |
40 |
||||
|
2141-0002 |
2141-0022 |
1 |
1616 |
120 |
25 |
8 |
3,5 |
14 |
||||
|
2141-0003 |
2141-0023 |
140 |
30 |
|||||||||
|
2141-0004 |
2141-0024 |
40 |
10 |
4,5 |
18 |
|||||||
|
2141-0005 |
2141-0025 |
170 |
60 |
|||||||||
|
2141-0057 |
2141-0042 |
2 |
2016 |
200 |
100 |
— |
8,0 |
55 |
||||
|
2141-0006 |
2141-0026 |
1 |
20 20 |
140 |
40 |
12 |
6,0 |
21 |
||||
|
2141-0007 |
2141-0027 |
170 |
70 |
|||||||||
|
2141-0008 |
2141-0028 |
50 |
14 |
27 |
||||||||
|
2141-0009 |
2141-0029 |
200 |
80 |
|||||||||
|
2141-0058 |
2141-0043 |
2 |
25-20 |
240 |
120 |
— |
10,0 |
70 |
||||
|
2141-0010 |
2141-0030 |
1 |
25-25 |
200 |
70 |
19 |
8,0 |
34 |
||||
|
2141-0011 |
2141-0031 |
240 |
100 |
|||||||||
|
2141-0059 |
2141-0044 |
2 |
32-25 |
280 |
160 |
— |
12,0 |
80 |
||||
|
2141-0060 |
2141-0045 |
40-32 |
300 |
180 |
16,0 |
110 |
Пример условного обозначения резца типа 1, исполнения 1, сечением h b = 1616 мм, 1= 25 мм, с углом врезки пластины в стержень 10°, пластиной из твердого сплава марки ВК4:
Резец 2141-0002 ВК4 ГОСТ 18883- 73
Т и п 2
Исполнение 1
Исполнение 2
Черт. 2
|
Обозначение резцов |
Применяе мость |
Испол нение |
Сечение |
Тип пластин по ГОСТ 25397-90 |
Диаметр наимень- |
|||||
|
резца h • b |
L |
d |
т |
Угол врезки пластин |
шего растачиваемого отверстия D |
|||||
|
10′ |
0′ |
|||||||||
|
2141-0204 |
1 |
1212 |
100 |
20 |
6 |
2,5 |
10 |
|||
|
2141-0091 |
2 |
1612 |
170 |
15 |
— |
6,0 |
40 |
|||
|
2141-0205 |
120 |
25 |
Я |
3,5 |
14 |
|||||
|
2141-0206 |
1 |
1616 |
140 |
30 |
||||||
|
2141-0073 |
40 |
10 |
4,5 |
18 |
||||||
|
2141-0074 |
170 |
60 |
||||||||
|
2141-0092 |
2 |
2016 |
200 |
18 |
— |
8,0 |
55 |
|||
|
2141-0075 |
140 |
40 |
12 |
21 |
||||||
|
2141-0076 |
1 |
20 20 |
170 |
70 |
6,0 |
06 |
66 |
|||
|
2141-0077 |
50 |
14 |
27 |
|||||||
|
2141-0078 |
200 |
80 |
||||||||
|
2141-0093 |
2 |
25-20 |
240 |
25 |
— |
10,0 |
70 |
|||
|
2141-0079 |
1 |
25-25 |
200 |
70 |
19 |
8,0 |
34 |
|||
|
2141-0080 |
240 |
100 |
||||||||
|
2141-0094 |
32-25 |
280 |
30 |
— |
12,0 |
80 |
||||
|
2141-0095 |
2 |
40-32 |
300 |
35 |
— |
16,0 |
110 |
Пример условного обозначения резца типа 2, исполнения 1, сечением h b = 16-16 мм, 1= 25 мм, с пластиной из твердого сплава марки Т15К6:
Резец 2141-0205 Т15К6ГОСТ 18883- 73
(Измененная редакция, Изм. № 1, 2).
4. Для резцов типа 1 угол врезки пластины в стержень для обработки чугуна и других хрупких материалов — 10°, для обработки стали и других вязких материалов — 0°.
(Измененная редакция, Изм. № 1).
5. Величины радиусов округлений и фасок, не указанные в настоящем стандарте, принимаются по технологическим соображениям.
6. Элементы конструкций и геометрические параметры резцов указаны в приложении.
7. Форма заточки передней поверхности и доводка режущей части указаны в приложении 2 к ГОСТ 18877-73.
8. Технические требования — по ГОСТ 5688—61.
Конструкция и размеры
Carbide-tipped boring turning tools for blind holes. Design and dimensions
MKC 25.100.10
ГОСТ
18883-73
Взамен ГОСТ 6743—61 в части типа VIII; МН 614-64;
МН 5207-64;
МН 5208-64;
МН 616-64;
МН 5211-64;
МН 5212-64
Постановлением Государственного комитета стандартов Совета Министров СССР от 8 июня 1973 г. № 1429 дата введения установлена
01.07.74
Ограничение срока действия снято Постановлением Госстандарта СССР от 12.02.81 № 655
1. Настоящий стандарт распространяется на токарные расточные резцы общего назначения с напаянными пластинами из твердого сплава для обработки глухих отверстий.
(Исключен, Изм. № 2).
ПРИЛОЖЕНИЕ
Рекомендуемое
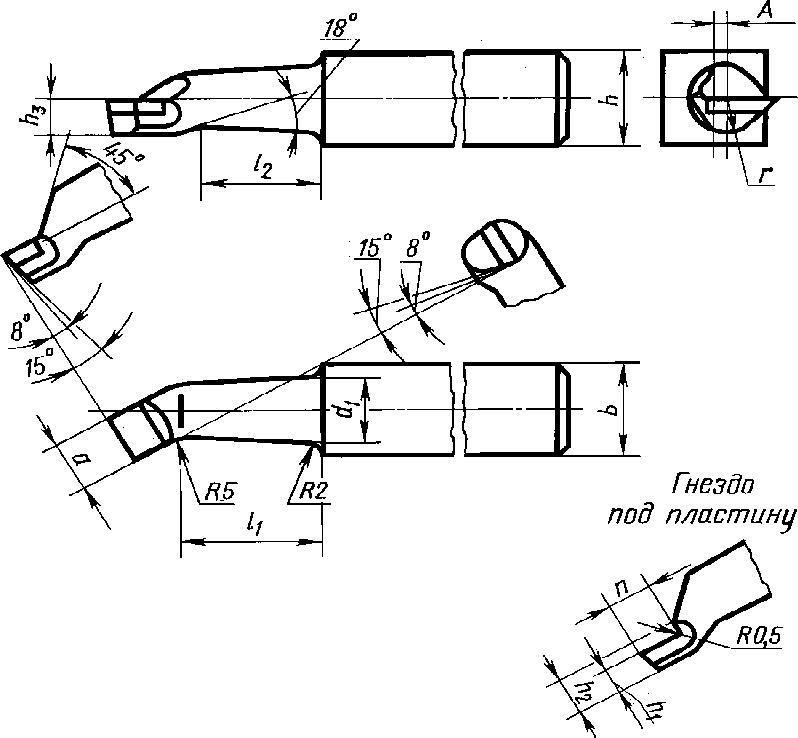
ЭЛЕМЕНТЫ КОНСТРУКЦИИ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЗЦОВ
1. Элементы конструкций и геометрические параметры резцов указаны на черт. 1—6 и в табл. 1—4.
Тип 1 Исполнение 1
Угол врезки пластины в стержень 10° При толщине пластины 4 мм и более
При толщине пластины менее 4 мм
&
Гчездо
пав пластину
Угол врезки пластины в стержень 0° При толщине пластины 4 мм и более
Черт. 2
Размеры в мм
Таблица 1
|
Сечение резца h ■ b |
К |
rf, |
а |
п |
К |
К |
h3 |
К |
Обозначение пластин по ГОСТ 25395-90 |
|||
|
Угол врезки пластин |
Угол врезк |
и пластин |
||||||||||
|
10′ |
0′ |
10′ |
0′ |
10′ |
0′ |
|||||||
|
1616 |
15 |
9,5 |
8 |
3,8 |
4,4 |
3,4 |
— |
6,4 |
4 |
01331 |
||
|
30 |
||||||||||||
|
23 |
12,0 |
8 |
5,0 |
— |
8,0 |
5 |
||||||
|
48 |
||||||||||||
|
20 20 |
26 |
15,0 |
10 |
4,5 |
5,2 |
5,4 |
5,6 |
— |
9,6 |
6 |
01351 |
61351 |
|
56 |
||||||||||||
|
34 |
17,0 |
12 |
6,2 |
7,1 |
6,0 |
6,2 |
8,7 |
П,2 |
7 |
01371 |
61371 |
|
|
64 |
||||||||||||
|
25-25 |
49 |
24,0 |
14 |
9,7 |
10,9 |
9,0 |
9,2 |
12,2 |
15,2 |
9 |
02251 |
62251 |
|
79 |
Исполнение 2
Угол врезки пластины в стержень 10°
Угол врезки пластины в стержень 0°
|
Сечение резца h ■ b |
а |
п |
К |
К |
h3 |
К |
Обозначение пластин по ГОСТ 25395-90 |
||||
|
Угол врезки пластин |
Угол врезки пластины |
Угол врезки пластин |
|||||||||
|
10′ |
0′ |
10′ |
0′ |
10′ 0′ |
10′ |
0′ |
10′ |
0′ |
|||
|
1612 |
12 |
6,2 |
7,1 |
10,8 |
11,0 |
13,5 |
10 |
10 |
10 |
01372 |
61372 |
|
2016 |
14 |
9,7 |
10,9 |
13,8 |
14,0 |
17,0 |
12 |
14 |
13 |
02252 |
62252 |
|
25-20 |
18 |
13,7 |
14,9 |
18,8 |
19,0 |
22,0 |
16 |
19 |
18 |
02272 |
62272 |
|
32-25 |
22 |
15,3 |
16,7 |
24,7 |
25,0 |
28,5 |
20 |
21 |
20 |
02312 |
62312 |
|
40-32 |
25 |
16,4 |
18,2 |
29,6 |
30,0 |
34,8 | 35,0 |
28 |
22 |
21 |
02352 |
62352 |
Т и п 2
Исполнение 1
При толщине пластины 4 мм и более
Черт. 5
При толщине пластины менее 4 мм
В
Гнездо
под пластину
|
Сечение резца hb |
к |
к |
d, |
а |
п |
К |
К |
h3 |
Г |
А |
Обозначение пластин по ГОСТ 25395-90 |
|
12 |
10 |
12 |
8 |
6,5 |
6,5 |
1,5 |
|||||
|
1616 |
26 |
24 |
4,4 |
3,5 |
01331 |
||||||
|
23 |
21 |
12 |
8 |
— |
6,5 |
6,5 |
3,0 |
||||
|
48 |
46 |
||||||||||
|
26 |
24 |
15 |
10 |
5,2 |
5,0 |
9,0 |
9,0 |
2,5 |
61351 |
||
|
20 20 |
56 |
54 |
|||||||||
|
34 |
28 |
17 |
12 |
7,0 |
6,0 |
8,5 |
11,0 |
11,0 |
2,0 |
61371 |
|
|
64 |
58 |
||||||||||
|
25-25 |
49 |
40 |
24 |
14 |
10,9 |
8,0 |
11,0 |
14,0 |
14,0 |
3,5 |
62251 |
|
79 |
70 |
Исполнение 2
|
Сечение резца h b |
а |
п |
К |
h2 |
h3 |
К |
h5 |
Обозначение пластин по ГОСТ 25395-90 |
|
16-12 |
12 |
7,0 |
8,0 |
10,5 |
7 |
8,0 |
5,0 |
61372 |
|
20-16 |
14 |
10,9 |
9,0 |
12,0 |
8 |
10,0 |
5,0 |
62252 |
|
25-20 |
18 |
14,8 |
13,0 |
16,0 |
10 |
12,5 |
6,5 |
62272 |
|
32-25 |
22 |
16,6 |
17,0 |
20,5 |
14 |
16,0 |
8,0 |
62312 |
|
40-32 |
25 |
18,2 |
20,0 |
25,0 |
18 |
20,0 |
10,0 |
62352 |
ПРИЛОЖЕНИЕ. (Измененная редакция, Изм. № 1, 2).
“йЕЗ-
Угол врезки пластины в стержень 0° При толщине пластины 4 мм и более
|
При толщине |
пластины менее 4 мм |
|
^Г~т |
Гчездо под пластину |
|
-@в |
-шз- |
Размеры в мм
Таблица 1
|
Сечение резца h ■ b |
К |
d, |
Г |
а |
п |
К |
h2 |
h3 |
К |
Обозначение пластин ГОСТ 25397-90 |
|||
|
Угол врезки пластин |
Угол врезки пластин |
||||||||||||
|
10′ |
0′ |
10′ |
0′ |
10′ 0′ |
10′ 0′ |
||||||||
|
1212 |
15 |
9,5 |
4 |
7,4 |
6,0 |
6,5 |
3,9 |
_ |
6,4 |
4 |
06010 |
||
|
1616 |
15 |
5,5 |
— |
||||||||||
|
20 |
|||||||||||||
|
28 |
12,0 |
8,0 |
5 |
||||||||||
|
48 |
|||||||||||||
|
20 20 |
25 |
15,0 |
5 |
9,4 |
6,8 |
7,4 |
6,6 |
9,6 |
6 |
06030 |
|||
|
55 |
|||||||||||||
|
17,0 |
6 |
ИД |
8,5 |
9,2 |
7,0 |
7,2 |
9,2 |
П,2 |
7 |
06050 |
66050 |
||
|
64 |
|||||||||||||
|
25-25 |
48 |
24,0 |
8 |
15,0 |
12,1 |
13,0 |
10,0 |
10,2 |
12,7 |
15,2 |
9 |
06090 |
66090 |
|
78 |
Исполнение 2
Угол врезки пластины в стержень 10°
Угол врезки пластины в стержень 0°
|
Сечение резца h ■ b |
п |
К |
К |
Обозначение пластин по ГОСТ 25397-90 |
||||||||
|
Г |
а |
Угол врезки пластин |
h2 |
h3 |
Угол врезки пластины |
Угол врезки пластины |
||||||
|
10′ |
0′ |
10′ |
0′ |
10′ |
0′ |
10′ |
0′ |
|||||
|
1612 |
6,0 |
пд |
8,5 |
9,2 |
11,8 |
12 |
14,0 |
10 |
12 |
06050 |
66050 |
|
|
2016 |
8,0 |
15,0 |
12,1 |
13,0 |
14,8 |
15 |
17,5 |
12 |
16 |
06090 |
66090 |
|
|
25-20 |
10,0 |
18,8 |
15,7 |
16,9 |
18,8 |
19 |
22,0 |
16 |
21 |
20 |
06130 |
66130 |
|
32-25 |
12,5 |
23,6 |
17,3 |
18,6 |
24,7 |
25 |
28,5 |
20 |
23 |
22 |
06170 |
66170 |
|
40-32 |
30,3 |
16,6 |
18,3 |
30,6 |
31 |
35,5 |
28 |
22 |
21 |
06270 |
66270 |
Т и п 2
Исполнение 1
При толщине пластины 4 мм и более
При толщине пластины менее 4 мм
Гнездо
под пластину
Таблица 3
Размеры в мм
|
Сечение резца h b |
К |
к |
4 |
Г |
а |
п |
К |
К |
йз |
А |
Обозначение пластин по ГОСТ 25397-90 |
|
|
1212 |
15 |
13 |
9,5 |
6,4 |
2,0 |
|||||||
|
20 |
18 |
6,5 |
7,4 |
6,5 |
06010 |
|||||||
|
1616 |
28 |
26 |
12 |
4 |
4 |
6,5 |
3,0 |
|||||
|
48 |
46 |
|||||||||||
|
25 |
20 |
15 |
5 |
9,0 |
9,4 |
7,4 |
6 |
9,0 |
3,0 |
06030 |
||
|
20 20 |
55 |
50 |
||||||||||
|
34 |
28 |
17 |
6 |
11,0 |
ИД |
9,2 |
7 |
9,0 |
11,0 |
2,0 |
06050 |
|
|
64 |
58 |
|||||||||||
|
25-25 |
48 |
42 |
24 |
8 |
14,0 |
15,0 |
13,0 |
9 |
11,5 |
14,0 |
3,5 |
06090 |
|
78 |
72 |
Исполнение 2
При толщине пластины 4 мм и более
При толщине пластины менее 4 мм
|
&—1 |
Гнездо под пластину |
|
sdj |
eCJ |
|
6D- |
6D—! |
Черт. 6
|
Сечение резца h b |
Г |
а |
п |
h |
К |
К |
h3 |
К |
Обозначение пластин по ГОСТ 25397-90 |
|
1612 |
5,0 |
9,4 |
7,4 |
10 |
— |
7 |
8,0 |
5,0 |
06030 |
|
2016 |
6,0 |
ПД |
9,2 |
11 |
13,0 |
8 |
10,0 |
5,0 |
06050 |
|
25-20 |
8,0 |
15,0 |
13,0 |
14 |
16,5 |
10 |
12,5 |
6,5 |
06090 |
|
32-25 |
10,0 |
18,8 |
16,9 |
18 |
21,0 |
14 |
16,0 |
8,0 |
06130 |
|
40-32 |
12,5 |
23,6 |
18,6 |
23 |
26,5 |
18 |
20,0 |
10,0 |
06170 |
ПРИЛОЖЕНИЕ. (Измененная редакция, Изм. № 1, 2).
С этим читают
- Крупа манная. технические условия
- Гост р 51893-2002 шины пневматические. общие технические требования безопасности (с изменениями n 1, 2, 3)
- Гост 24901-89. печенье. общие технические условия
- Гост 18442-80*. контроль неразрушающий. капиллярные методы. общие требования
- Гост р 54845-2011. дрожжи хлебопекарные сушеные. технические условия
- Гост 13344-79 шкурка шлифовальная тканевая водостойкая. технические условия (с изменениями n 1, 2, 3)
- Гост 17323-71
- Гост 24696-81. подшипники роликовые радиальные сферические двухрядные с симметричными роликами. основные размеры (с изменением n 1)
- Гост 9326-2002 (исо 587-97) топливо твердое минеральное. методы определения хлора (с поправкой)
- Гост 19281-89 прокат из стали повышенной прочности. общие технические условия





