Содержание
- 1 штш
- 2 2 Нормативные ссылки
- 3 ОЦЕНКА ЭКСПЛУАТАЦИОННЫХ КАЧЕСТВ СВАРНЫХ СОЕДИНЕНИЙ
- 4 ГОСТ 14098-91 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры
- 5 5 Технические требования
- 6 1 Область применения
- 7 ПРИЛОЖЕНИЕ 1 (обязательное). Термины и пояснения
- 8 Что устанавливает ГОСТ 14098-2014, и какова сфера его применения
- 9 Типы сварных соединений арматуры с краткой характеристикой и способы их сварки
- 10 Оценка эксплуатационных качеств сварных соединений
- 11 ПРИЛОЖЕНИЕ 3 Справочное
- 12 4 Типы и обозначение
штш
Примечания:
1. Допускаются двусторонние швы длиной 4tfH для соединений арматуры классов A-I и А-Н (из стали марки 10ГТ).
2. Допускается применять сварку самозащитными порошковыми проволоками и в углекислом газе (С02); последнее кроме арматуры классов А-Н и Ат-ШС (из стали марки Ст5).
ГОСТ 14098-91 С. 15
16 ГО ОХ 14068-91
км
Примечания:
2. Дли 4 =20-25 нм s=8 и, да 4 =28-40 ш s=10 ни.
18 ГОСТ 14098-91
Обозна
чение
типа
соедине
ния,
способа
сварки
до сварки
после сварки
|
A-I А-И, А-Ш |
10—40 |
>0,34, но >4 |
34 44 |
|
A-IV |
10-22 |
* A i J |
54 |
|
A-V |
10-32 |
но >5 |
|
|
A-VI |
10-22 |
||
|
Ат-ШС |
10-32 |
>0,34, но >4 |
44 |
|
At-IVC, At-V, At-VCK |
>0,44, но >5 |
54 |
0,254, но >4
Примечания:
1 Соединения арматуры классов Ат-V допускаются только из стали марки 20ГС.
2. Допускается применять сварку самозащитными порошковыми проволоками и в углекислом газе (СО*); последнее кроме арматуры классов А-П и Ат-ШС (из стали марки Ст5).
ГОСТ 14098-91 С. 19
Обозна
чение
типа
соедине
ния,
способа
сварки
|
Соединение арматуры с пластиной |
||||||||||
|
Класс |
л |
|||||||||
|
арматуры |
Н |
к |
п |
я |
S |
±3° |
||||
|
до сварки |
после сварки |
Н2—Кр
И
ж
штя.
Т+
§
A-I
А-П
6-16
10—16
1,4Л
1Д
ОД
щ
Ат-ШС
6-161,6 4
в
а|
о*
о
О
0)
ГОСТ 14098-91
ГОСТ 14098-91 С, 21
чение
типа
ния,
способа
до сварки
после сварки
Класс
арма
туры
а
±3°
|
м . |
щ |
A-I
А-И
А-Ш
8-16
22 ГОСТ 14098-91
|
Обозна чение |
Соединение арматуры с пластиной |
|||||||||
|
типа |
Класс |
«. |
щ, |
|||||||
|
соедине ния, способа сварки |
до сварки |
после сварки |
арматуры |
S |
D |
ё |
Р |
й |
Мф
Т2-Рф
|
A-I |
НО |
|
|
А-Н |
10—25 |
>4 |
|
28-40 |
||
|
8-25 |
||
|
А-Ш |
2М0 |
>6 |
|
Ат-ШС |
10-18 |
>0,50
>0,55
О
со
85-90°
>0,75
>0,65
Примечание. Соединения типа Т2 из
арматуры класса Ат-ШС допускается выполнять до диаметра 14 мм.
ГОСТ 14098-91 С. 23
1Ш
Таблица 23 о
24 ГОСТ 14098-91
мы
ГОСТ 14098-91 С. 26
Таблица 25 о
I
26 ГОСТ 14098-91
ГОСТ 14098-91 С. 27
Обозначение
типа
соединения, способа свар {и
Соединение арматуры с пластиной
до сварки
после сварки
Класс
it
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 6727-80 Проволока из низкоуглеродистой стали холоднотянутая для армирования железобетонных конструкций. Технические условия
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 10922-2012* Арматурные и закладные изделия, их сварные, вязаные и механические соединения для железобетонных конструкций. Общие технические условия
__________
* На территории Российской Федерации действует ГОСТ Р 57997-2017 Арматурные и закладные изделия сварные, соединения сварные арматуры и закладных изделий железобетонных конструкций. Общие технические условия.
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 27772-88 Прокат для строительных конструкций. Общие технические требования
ГОСТ 34028-2016 Прокат арматурный для железобетонных конструкций. Технические условия
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
(Измененная редакция, Изм. № 1).
(Поправка).
ОЦЕНКА ЭКСПЛУАТАЦИОННЫХ КАЧЕСТВ СВАРНЫХ СОЕДИНЕНИЙ
Комплексная оценка в баллах эксплуатационных качеств сварных соединений (прочность, пластичность, ударная вязкость, металлографические фаКторы и др.) в зависимости от типа соединения и способа сварки, марки стали и диаметра арматуры, а так же температуры эксплуатации (изготовления) при статических нагрузках приведена в . При оценке эксплуатационных, качеств при многократно повторяемых нагрузках значения баллов следует ориентировочно снижать на один по сравнению с примятыми значениями при статических нагрузках. При этом дополнительно следует пользоваться нормативными документами на проеКтирование железобетонных конструкций зданий и сооружений различного назначения.
Баллы для сварных соединений арматуры назначены из условия соблюдения регламентированной технологии изготовления арматурных и закладных изделий.
Для сварных соединений горячекатаной арматурной стали:
- 5 — гарантируется равнопрочность исходному металлу и пластичное разрушение;
- 4 — сварное соединение удовлетворяет требованиям ГОСТ 5781-82, предъявляемым к стали в исходном состоянии;
- 3 — сварное соединение удовлетворяет требованиям ГОСТ 10922-90, предъявляемым к сварным соединениям.
Для сварных соединений термомеханически упрочненной арматурной стали:
- 5 — сварное соединение удовлетворяет требованиям ГОСТ 10884-81, предъявляемым к стали в исходном состоянии, и характеризуется пластичным разрушением;
- 4 — временное сопротивление разрыву сварного соединения может быть ниже нормируемого по ГОСТ 10884-81 до 5 %;
- 3 — временное сопротивление разрыву сварного соединения может быть ниже нормируемого по ГОСТ 10884-81 до 10%
| Обозначение соединения | Температура эксплуатации (изготовления), °С | Арматурные стали, классы, марки, диаметры, мм | |||||||||||||||
| А-II | А-III | Ат-IIIС | А-IV | Ат-IVC | А-V | Ат-V | А-VI | Ат-VI | |||||||||
| Ст5сп | Ст5псСт5Гпс | 10ГТдо 32 | 35ГС | 25Г2С | Ст5псСт5пс | 20ХГ2Ц20ХГ2Т | 25Г2С27ГС28C | 23Х2Г2Т | 20ГС20ГС2 | 22Х2Г2Сдо 22 | 20ГС20ГС2до 32 | ||||||
| до 28 | до 40 | до 28 | до 40 | до 18 | до 28 | до 40 | до 18 | до 28 | до 40 | до 32 | |||||||
| K1-КтК2-Кт | Выше 0 | 5 | 4 | 4 | 5 | 5 | 4 | 5 | 5 | 4 | 5 | НД | 5 | НД | 4 | НД | 4 |
| до -30 | 3 | 4 | 4 | ||||||||||||||
| до -40 | 4 | 3 | НД | 3 | 4 | 3 | 4 | 4 | 3 | 3 | |||||||
| до -55 | НД | НД | 3 | НД | НД | ||||||||||||
| КЗ-Рр | Выше 0 | 3 | НД | 3 | НД | 5 | НД | 3 | НД | 4 | НД | 4 | НД | 3 | НД | ||
| Ниже 0 | НД | ||||||||||||||||
| С1-КоС2-КнС3-КмС4-Кп | Выше 0 | 5 | 4 | 5 | 5 | 4 | 5 | 4 | 5 | 4 | 5 | 4 | НД | 3 | НД | ||
| до -30 | 3 | ||||||||||||||||
| до -40 | 4 | НД | 4 | 3 | 4 | 3 | 4 | 3 | 4 | 3 | НД | ||||||
| до -55 | НД | НД | 3 | НД | 3 | НД | 3 | ||||||||||
| С5-МфС6-МпС7-РвС8-МфС9-МпС10-Рв | Выше 0 | 5 | 4 | 4 | 5 | ТН | 5 | 4 | ТН | 5 | 4 | НД | |||||
| до -30 | 4 | 3 | 4 | 3 | 4 | ||||||||||||
| до -40 | 3 | НД | 3 | ||||||||||||||
| до -55 | НД | НД | 3 | ||||||||||||||
| С11-МфС12-МпС13-Рв | Выше 0 | НД | 3 | НД | 4 | НД | |||||||||||
| до -30 | 3 | ||||||||||||||||
| до -40 | |||||||||||||||||
| С14-МпС15-РсС16-МоС17-МпС18-МоС19-Рм | Выше 0 | 5 | 4 | 4 | 5 | ТН | 5 | 3 | ТН | 5 | 4 | 5 | НД | ||||
| до -30 | 4 | 3 | 4 | 4 | 3 | ||||||||||||
| до -40 | 3 | НД | 3 | 4 | |||||||||||||
| до -55 | НД | НД | 3 | 3 | |||||||||||||
| С20-Рм | Выше 0 | 5 | 5 | 4 | 4 | 5 | ТН | 5 | 4 | ТН | 5 | 5 | НД | ||||
| до-30 | 4 | 3 | 4 | 4 | |||||||||||||
| до-40 | 4 | 3 | 3 | 3 | 4 | ||||||||||||
| до-55 | НД | 4 | НД | 3 | 3 | ||||||||||||
| С21-Рн | Выше 0 | 5 | 5 | 5 | 4 | 5 | 5 | 4 | 5 | 5 | 5 | 4 | 5 | 4 | 4 | ||
| до-30 | 4 | 4 | 4 | 3 | |||||||||||||
| 4 | 3 | 4 | 3 | 4 | 4 | 3 | 4 | 3 | 3 | ||||||||
| до-55 | 3 | 3 | 3 | 3 | НД | НД | НД | НД | |||||||||
| С22-Ру | Выше 0 | НЦ | 4 | НД | 4 | ||||||||||||
| до-30 | 3 | 3 | |||||||||||||||
| до-40 | |||||||||||||||||
| до-55 | НД | НД | |||||||||||||||
| С23 -Рэ | Выше 0 | 4 | НД | 4 | НД | 5 | 4 | НД | 4 | НД | 4 | НД | 4 | НД | |||
| до-30 | 3 | ||||||||||||||||
| до-40 | 3 | НД | 4 | 3 | 3 | 3 | 3 | ||||||||||
| до-55 | НД | НД | |||||||||||||||
| С24-МфС25-МпС26-РсС27-МфС28-МпС29-Рс | Выше 0 | 5 | 5 | 5 | 5 | 5 | ТН | 5 | 4 | ТН | 5 | 4 | 5 | НД | |||
| до-30 | 4 | 4 | |||||||||||||||
| 4 | 3 | 4 | 3 | 4 | |||||||||||||
| до-55 | 3 | 3 | 3 | 4 | |||||||||||||
| С30-МфС31-МпС32-Рс | Выше 0 | НЦ | 4 | НЦ | 4 | НД | |||||||||||
| до-30 | 3 | 3 | |||||||||||||||
| до-40 | |||||||||||||||||
| до-55 | НД | НД | |||||||||||||||
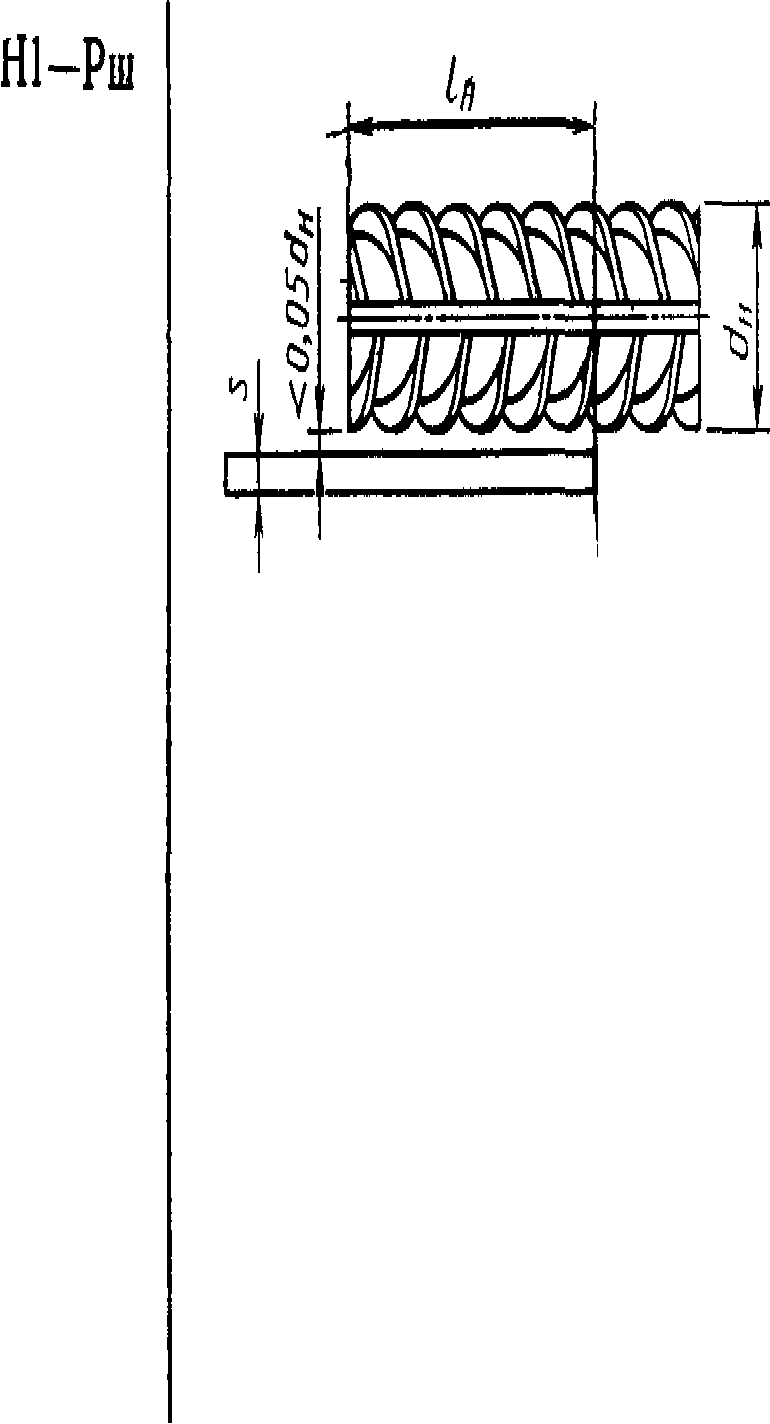
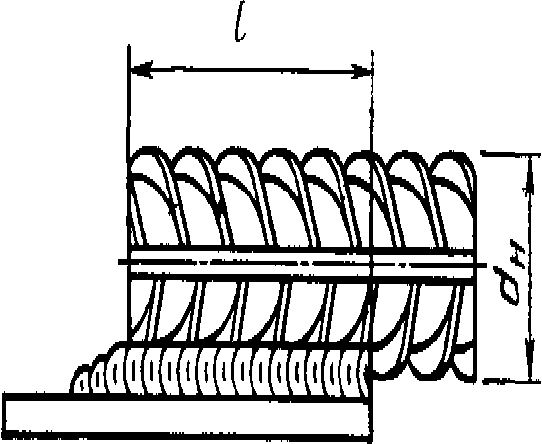
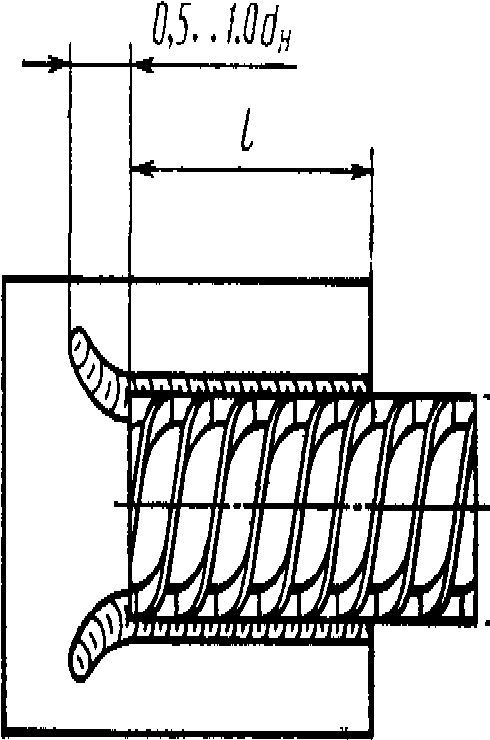
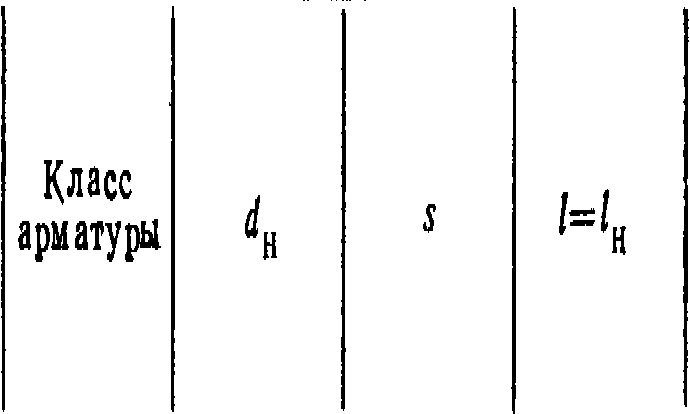
| Н1-Рш | Выше 0 | 4 | 3 | 4 | 3 | 5 | 5 | 4 | 3 | 5 | 4 | 4 | 5 | 4 | 5 | 4 | |
| до-30 | 3 | 3 | 3 | 3 | |||||||||||||
| до-40 | 3 | НД | 4 | 3 | 4. | 3 | 4 | 4 | |||||||||
| до-55 | 4 | НД | 3 | НД | 3 | НД | 3 | НД | |||||||||
| Н2-КрН3-КпН4-Ка | Выше 0 | 5 | НД | 5 | НД | 5 | 5 | НД | 5 | НД | 5 | НД | |||||
| до-30 | |||||||||||||||||
| до-40 | 4 | 4 | 4 | 4 | 4 | ||||||||||||
| до-55 | 3 | 3 | 3 | ||||||||||||||
| Т1-МфТ2-РфТ3-Мж | Выше 0 | 5 | 4 | 5 | 4 | 3 | 5 | 4 | 4 | НД | |||||||
| до-30 | 4 | 3 | НД | 4 | 3 | ||||||||||||
| 3 | 3 | ||||||||||||||||
| до-55 | НД | 4 | НД | НД | |||||||||||||
| Т6 -Кс | Выше 0 | 5 | НД | 4 | НД | 5 | 4 | НД | 5 | 4 | НД | ||||||
| до-30 | |||||||||||||||||
| до-40 | 4 | 3 | 3 | 4 | 3 | ||||||||||||
| до-55 | 3 | 4 | 3 | ||||||||||||||
| Т7-Ко | Выше 0 | 5 | 4 | 5 | 4 | 5 | 4 | 5 | 4 | 4 | 5 | НД | |||||
| до-30 | 4 | 3 | 3 | ||||||||||||||
| до-40 | 4 | 3 | 3 | 3 | 4 | 3 | 4 | ||||||||||
| до-55 | 3 | НД | 3 | НД | 4 | НД | 3 | НД | |||||||||
| Т8-MвТ9-Рв | Выше 0 | 5 | 4 | 5 | 4 | 5 | 5 | 4 | 5 | 4 | 3 | НД | |||||
| до-30 | 4 | ||||||||||||||||
| до-40 | 4 | 3 | 4 | 3 | 3 | 4 | 3 | ||||||||||
| до-55 | 3 | 3 | 4 | 3 | 3 | ||||||||||||
| Т10-МсТ11-МцТ12-Рз | Выше 0 | 5 | 4 | 4 | 5 | 4 | 5 | 4 | 3 | НД | |||||||
| до-30 | 4 | 3 | 4 | ||||||||||||||
| до-40 | 3 | 3 | НД | 3 | 3 | ||||||||||||
| до-55 | НД | НД | 4 | НД | 3 | НД | |||||||||||
| Выше 0 | 5 | 4 | 4 | 5 | НЦ | 5 | 4 | НЦ | 5 | 4 | НД | ||||||
| до-30 | 4 | 3 | 4 | 4 | |||||||||||||
| до-40 | 3 | НД | 3 | 3 | 3 | ||||||||||||
| до-55 | 3 | НД | 4 | НД | 3 |
- Примечания:
- 1. Эксплуатационные качества всех типов сварных соединений арматуры класса A-I марок Ст3сп и Ст3пс должны оцениваться также, как арматуры класса А-II марки 10ГТ, а класса A-I марки Ст3кп — как арматуры класса А-II
марки Ст5сп и Ст5пс. - 2. Эксплуатационные качества крестообразных соединений проволочной арматуры классов Вр-I и Вр-600 настоящим приложением не регламентируют в связи с отсутствием требований к химическому составу стали. Требования к качеству таких соединений приведены в ГОСТ 10922-90.
- 3. Арматура класса А-II марки 10ГТ может применяться до температуры минус 70°С включ.
- 4. Сварные соединения арматуры класса Ат-VСК оценивают на один балл ниже соединений из арматуры класса Ат-V при температуре эксплуатации до минус 40°С включ.
- 5. Сварные соединения С16-Mo, С18-Mo и Н4-Ка оценивают на один балл ниже соединений, приведенных в той же группе.
- 6. Буквы НД, ТН и НЦ соответственно обозначают, что соединения к применению не допускаются, соединения технологически невыполнимы и соединения, применение которых нецелесообразно.
ПРИЛОЖЕНИЕ 3Справочное
ГОСТ 14098-91 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры
- 91. Стройматериалы и строительство
- 91.190. Арматура для зданий
- Статус документа:
- заменен, введён в действие 01.07.1992
- Название на английском языке:
- Welded joints of reinforcement and inserts for reinforced concrete structures. Types, constructions and dimensions
- Дата актуализации информации по стандарту:
- 12.09.2019, в 12:48 (менее года назад)
- Вид стандарта:
- Стандарты на продукцию (услуги)
- Дата начала действия ГОСТа:
- 1992-07-01
- Срок действия ограничен:
- 01.07.2015
- Дата последнего издания документа:
- 2007-07-01
Коды документа ГОСТ 14098-91:
- Код ОКП:
- 588000
- Код КГС:
- Ж33
- Код ОКСТУ:
- 5880
- Число страниц:
- 41
- Назначение ГОСТ 14098-91:
- Настоящий стандарт распространяется на сварные соединения стержневой арматуры и арматурной проволоки диаметром 3 мм и более, сварные соединения стержневой арматуры с прокатом толщиной от 4 до 30 мм, выполняемые при изготовлении арматурных и закладных изделий железобетонных конструкций, а также при монтаже сборных и возведении монолитных железобетонных конструкций.
Стандарт не распространяется на сварные соединения закладных изделий, не имеющих анкерных стержней из арматурной стали
- ГРНТИ индекс(ы):
- 671539
- Документ разработан орг-ей:
- Госкомитет СССР по строительству и инвестициям
- Ключевые слова документа:
- конструкции, соединения сварные
Нормативные ссылки из текста ГОСТ 14098-91:
- Ссылки на ГОСТы:
- ГОСТ 2601-84 ГОСТ 5264-80 ГОСТ 5781-82 ГОСТ 8713-79 ГОСТ 10884-94 ГОСТ 10922-90
5 Технические требования
5.1 При выборе рациональных типов сварных соединений и способов сварки следует руководствоваться Приложением .
5.2 На конструкции сварных соединений, не предусмотренные настоящим стандартом, следует разрабатывать рабочие чертежи с технологическим описанием условий сварки и ведомственный нормативный документ или стандарт предприятия, учитывающий требования действующих стандартов и согласованный в установленном порядке.
5.3 При изготовлении железобетонных конструкций допускается замена типов соединений и способов их сварки на равноценные по эксплуатационным качествам в соответствии с Приложением .
5.4 Химический состав и значение углеродного эквивалента свариваемых по настоящему стандарту арматурных сталей классов А240, А400С, А500С, А600С, Ап600С, А800С, А1000С должны соответствовать требованиям ГОСТ 34028;
(Новая редакция, Изм. № 1).
5.4.1 (Исключен, Изм. № 1).
5.5 Холоднодеформированная арматура должна удовлетворять требованиям:
— класса В500С — действующим нормативным документам*;
__________
* В Российской Федерации действует ГОСТ Р 52544
— класса Вр-1 — ГОСТ 6727.
5.6 Арматура немерной длины классов Ап600С, А800С и Ат1000С, равно как и отходы данной арматуры, могут быть использованы в сварных арматурных изделиях и закладных деталях железобетонных конструкций. При этом арматуру применяют в качестве арматуры класса А400С без пересчета сечения.
Арматура класса А600С допускается к применению в качестве анкеров закладных деталей как арматура класса А500С без пересчета сечения.
(Новая редакция, Изм. № 1).
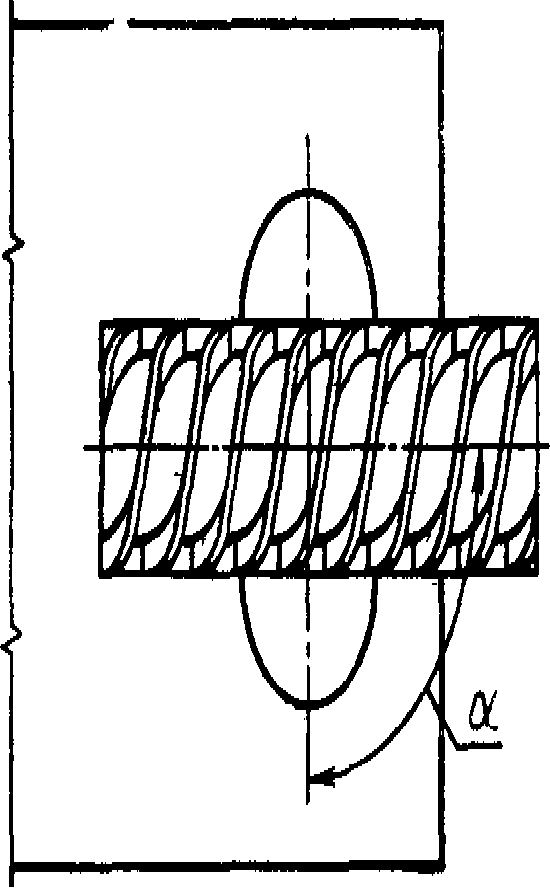
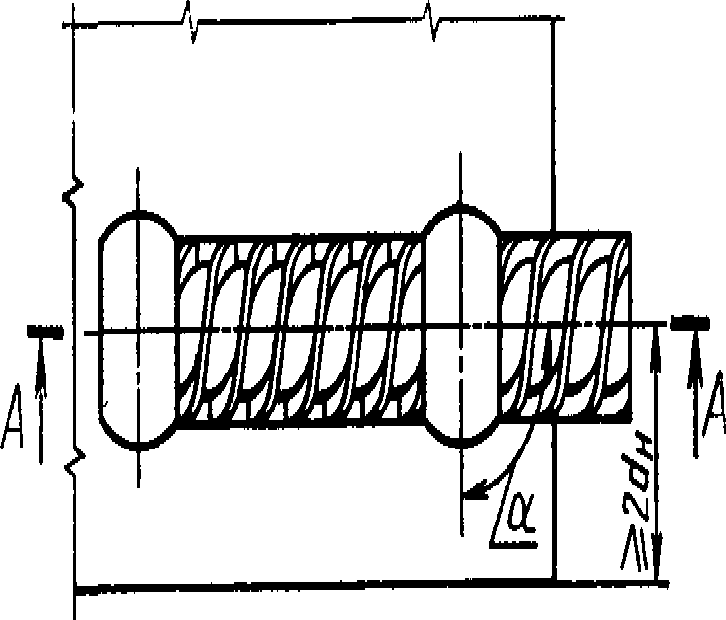
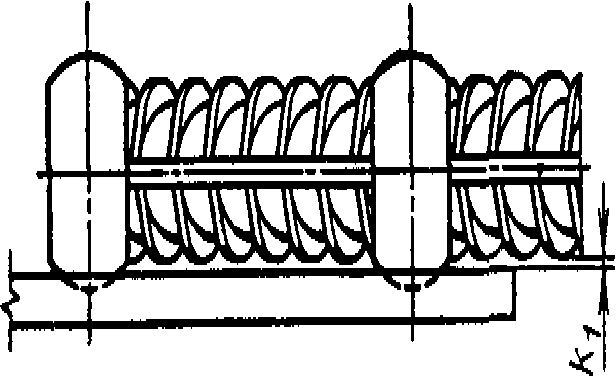
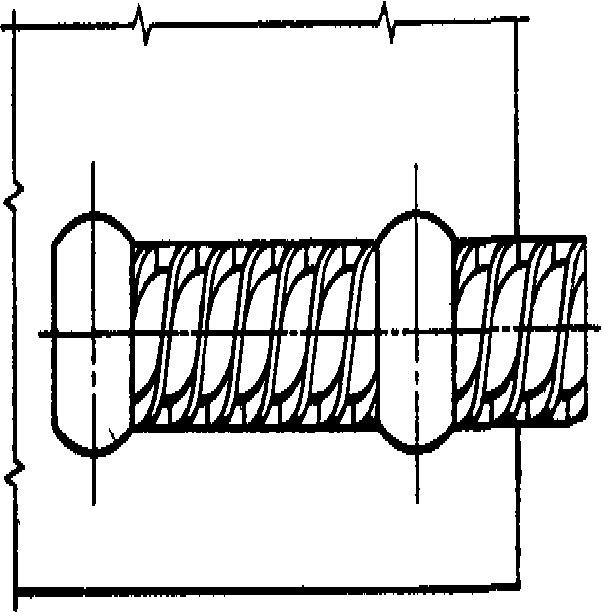
5.7 Конструкции крестообразных соединений арматуры, их размеры до и после сварки должны соответствовать приведенным на рисунке и в таблицах — .
|
Рисунок 1 — Крестообразное соединение, выполненное контактной точечной сваркой |
5.8 Отношения диаметров стержней следует принимать для соединений типа К1 — от 0,25 до 1,00, типа К3 — от 0,50 до 1,00.
5.9 Для соединений типа К1 величину осадки (см. рисунок ) определяют по формуле
|
; |
где: а — суммарная толщина стержней после сварки в месте пересечения, мм;
b — суммарная величина вмятин (b’ + b»), мм.
Величины относительных осадок h/d’н для соединений типа К1 должны соответствовать приведенным в таблице .
5.10 Конструкции стыковых соединений арматуры, их размеры до и после сварки должны соответствовать приведенным в табл. — .
5.11 Конструкции нахлесточных соединений арматуры, их размеры до и после сварки должны соответствовать приведенным в таблицах — .
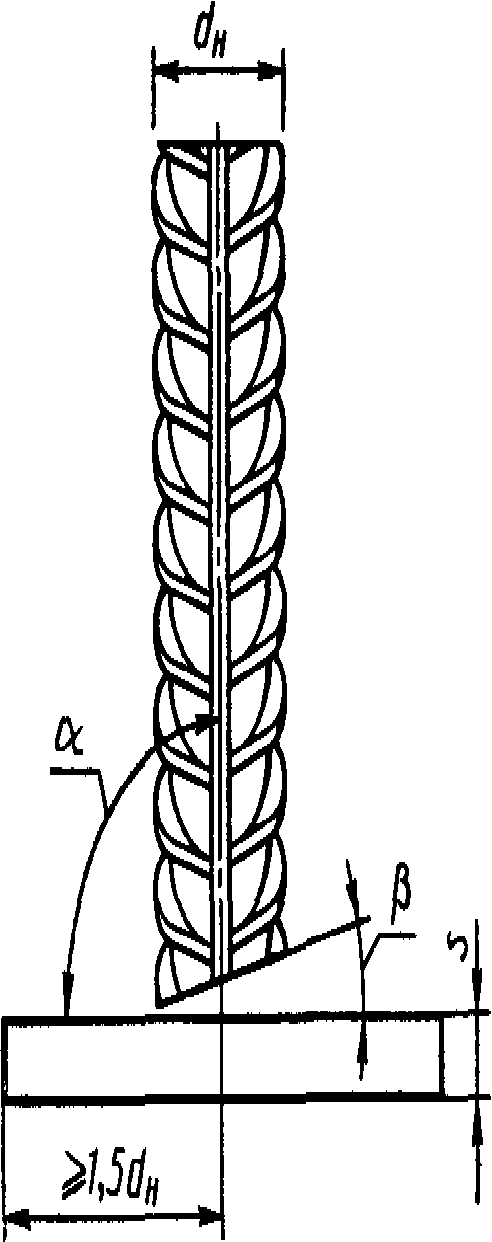
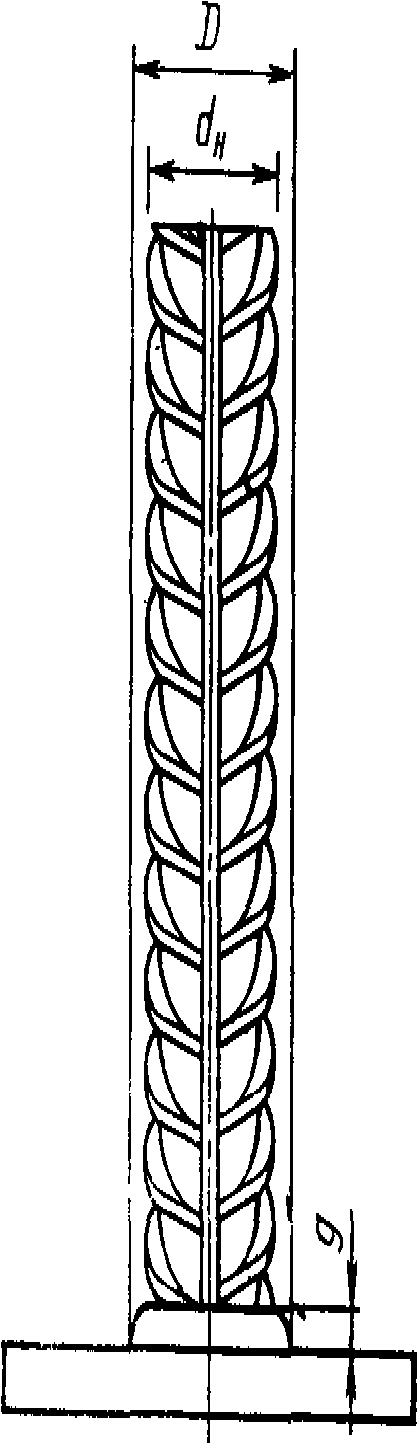
5.12 Конструкции тавровых соединений арматуры с плоскими элементами закладных изделий, их размеры до и после сварки должны соответствовать приведенным в таблицах — .
5.13 Основные типы, конструктивные элементы и размеры сварных соединений из листового и фасонного металлопроката, используемых для соединения плоских элементов закладных деталей при монтаже железобетонных конструкций, должны удовлетворять требованиям ГОСТ 5264, ГОСТ 8713 и ГОСТ 14771.
5.14. Для соединений, приведенных в таблицах — , в качестве материала скоб-накладок следует применять листовую сталь класса С235 — С255 по ГОСТ 27772.
1 Область применения
Настоящий стандарт распространяется на сварные соединения стержневой и проволочной арматуры, сварные соединения стержневой арматуры с листовым и фасонным прокатом, выполняемые при изготовлении арматурных и закладных изделий железобетонных конструкций, а также при монтаже сборных и возведении монолитных железобетонных конструкций.
Стандарт устанавливает типы, конструкцию и размеры указанных соединений, выполняемых контактной и дуговой сваркой.
Стандарт не распространяется на сварные соединения закладных изделий, не имеющих анкерных стержней из арматурной стали.
ПРИЛОЖЕНИЕ 1 (обязательное). Термины и пояснения
ПРИЛОЖЕНИЕ 1Обязательное
Таблица 30
|
Термин |
Пояснение |
|
Ванная сварка |
Процесс, при котором расплавление торцов стыкуемых стержней происходит, в основном, за счет тепла ванны расплавленного металла |
|
Ванная механизированная сварка |
Процесс ванной сварки, при котором подача сварочной проволоки в зону сварки производится автоматически, а управление дугой или держателем — вручную |
|
Ванная одноэлектродная сварка |
Процесс ванной сварки, при котором электродный материал в виде одиночного (штучного) электрода подается в зону сварки вручную |
|
Дуговая механизированная сварка порошковой проволокой |
Процесс сварки, при котором электродный материал в виде порошковой проволоки подается в зону сварки автоматически |
|
Инвентарная форма |
Приспособление многоразового (медь, графит) использования, обеспечивающее формирование наплавленного металла при ванной сварке и легкое удаление после сварки |
|
Стальная скоба-накладка |
Вспомогательный элемент, обеспечивающий формирование сварочного шва, являющийся неотъемлемой частью соединения и воспринимающий часть нагрузки при работе соединения в конструкции |
|
Крестообразное соединение |
Соединение стержней, сваренных в месте пересечения |
|
Осадка (, мм) стержней в крестообразных соединениях |
Величина вдавливания стержней друг в друга на участке, нагретом при контактной сварке до пластичного состояния |
|
Комбинированные несущие и формующие элементы |
Элементы, состоящие из остающейся стальной полускобы-накладки и инвентарной медной полуформы |
|
Дуговая механизированная сварка под флюсом без присадочного металла |
Процесс, в котором весь цикл сварки выполняется в заданном автоматическом режиме |
|
Дуговая ручная сварка с малой механизацией под флюсом без присадочного металла |
Процесс, в котором вспомогательные операции частично механизированы, а весь цикл сварки выполняется вручную |
Что устанавливает ГОСТ 14098-2014, и какова сфера его применения
ГОСТ 14098-2014 «Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры» был введен в действие с июля 2015 года. Он заменил ранее действующий ГОСТ в части сварки арматуры за номером 14098-91.
Положения указанного документа распространяют свое действие:
- На сварные соединения стержневой арматуры.
- На соединения арматурной проволоки, которая имеет диаметр 3 мм и более.
- На соединения между арматурой и прокатом с толщиной от 4 до 30 мм.
Данные работы могут выполняться при производстве арматурных и закладных ЖБК, а также при их монтаже и возведении.
Действие стандарта исключает сварные соединения закладных без анкеров из арматурной стали.
С полным текстом документа можно ознакомиться здесь.
Типы сварных соединений арматуры с краткой характеристикой и способы их сварки
При сварке арматуры применяют 4 основных типа сварных соединений:
- Крестообразное.
- Стыковое.
- Нахлесточное.
- Тавровое.
С учетом типа соединения может практиковаться один из способов сварки.
| Типы соединения | Способ сварки | Обозначение |
| Крестообразное | Контактная точечная | Кт |
| Дуговая (ручная) | Рп | |
| Механизированная прихватками | Мп | |
| Стыковое | Контактная стыковая | Ко |
| Ванная под флюсом механизированная | Мф | |
| Ванная с одним электродом в инвентарной форме | Рв | |
| Механизированная дуговая с порошковой проволокой и на стальной скобе-накладке | Мп | |
| Ванно-шовная на стальной скобе | Рс | |
| Дуговая (ручная) с многослойными швами на стальной скобе | Рм | |
| Дуговая (ручная/механизированная) со швами со стержневыми накладками | Рн | |
| Нахлесточное | Дуговая ручная или механизированная | Рш |
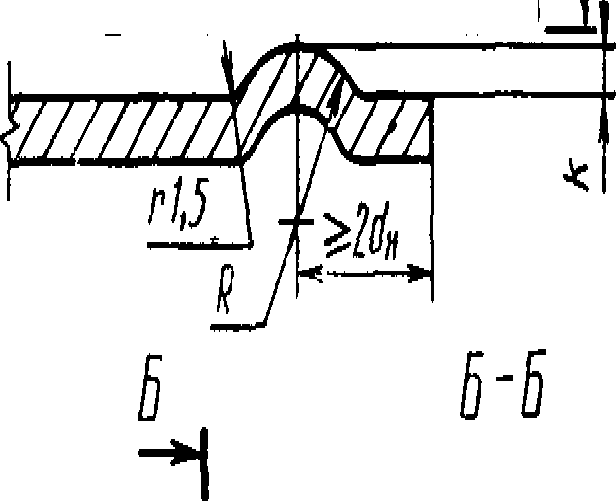
| Контактная по 1 рельефу на пластине | Кр | |
| Контактная по 2 рельефам на пластине | Кр | |
| Тавровое | Дуговая (механизированная) под флюсом без присадки | Мф |
| Дуговая (ручная) под флюсом без присадки | Рф | |
| Дуговая (механизированная) со швами в среде СО2 | Мз | |
| Дуговая (ручная) с валиковыми швами | Рз |
В зависимости от типа сварного соединения и способа сварки в процессе работы может использоваться различное положение стержней при сварочных работах: горизонтальное, вертикальное или любое.
Наиболее предпочтительными являются автоматизированные способы. При производстве арматурных сеток в заводских условиях отдается предпочтение контактной точечной и стыковой сварке, а когда делаются закладные – механизированной сварке под флюсом либо контактной рельефной сварке.
Также при монтаже арматуры следует использовать те способы сварки, которые позволяют выполнить процедуру неразрушающего контроля качества шва.
Широкой популярностью пользуется ванная состыковка арматуры, так как она применяется при достаточно большом сечении арматурных прутьев, которое достигает 10 см.
При помощи ванной состыковки, например, крепятся фланцы к металлическим трубам, соединяются арматурные столбы и каркасы и пр. Изделия, которые производятся указанным способом, отличаются высокой прочностью и надежностью.
Арматура по своему химическому составу должна соответствовать ГОСТ 5781-82, ГОСТ 10884-94 и другим нормативным документам.
Оценка эксплуатационных качеств сварных соединений
Комплексная оценка эксплуатационных качеств сварных швов производится с позиции их прочности, ударной вязкости, пластичности и пр. Она производится с учетом внешних факторов:
- Типа соединения, которое использовалось.
- Способа сварки.
- Марки стали и диаметра используемой арматуры.
- Температуры эксплуатации и производства.
Для оценки качества сварки арматуры при статической нагрузке в ГОСТе приведена таблица А1.
Если эксплуатационные качества оцениваются при многократно повторяющихся нагрузках, то рекомендовано снижать балл на 1. Также в процессе оценки рекомендовано ориентироваться на ГОСТы и нормативы на проектирование железобетонных конструкций зданий и сооружений.
Таким образом, положения ГОСТ 14098-2014 устанавливают требования к работам по сварке арматуры. Они предполагают применение нескольких способов состыковки армирующих прутов. Среди них крестообразное, стыковое, нахлесточное и тавровое.
ПРИЛОЖЕНИЕ 3 Справочное
КОНСТРУКЦИЯ И РАЗМЕРЫ СОЕДИНЕНИЙ АРМАТУРЫ С ОТНОШЕНИЕМ ДИАМЕТРОВ ОТ 0,5 ДО 0,8
С14-Мп, С15-Рс, С16-Мо
Таблица 32
| До сварки | После сварки |
C24-Мф, С25-Мп, С26-Рс
Таблица 33
| До сварки | После сварки |
Примечание. ; k ≥ 0,8 s; k’ ≥ 0,8 s’; b = (0,35 — 0,4) d’н; h’н = d’н + s’; l’н = lн — 0,5dн — l1
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по строительству и инвестициямРАЗРАБОТЧИКИА.М. Фридман, канд. техн. наук (руководитель темы): Э.Ф. Горохова; Е.Н. Бондарец; Л.А. Зборовский; В.В. Баконин
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по строительству и инвестициям от 28.11.91 № 19
3. ВЗАМЕН ГОСТ 14098-85
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
4 Типы и обозначение
4.1 Обозначения типов сварных соединений и способов их сварки приведены в таблице .
Таблица 1 — Обозначения типов сварных соединений и способов их сварки
|
Тип сварного соединения |
Способ и технологические особенности сварки |
|||
|
Наименование |
Обозначение, номер |
Наименование |
Обозначение |
Положение стержней при сварке |
|
1 |
2 |
3 |
4 |
5 |
|
Крестообразное |
К1 |
Контактная точечная |
Кт |
Любое |
|
К3 |
Дуговая ручная или механизированная* прихватками |
Рп |
||
|
Мп |
||||
|
Стыковое |
С1 |
Контактная стыковая |
Ко |
Горизонтальное |
|
С5 |
Ванная механизированная под флюсом в инвентарной форме |
Мф |
||
|
С7 |
Ванная одноэлектродная в инвентарной форме |
Рв |
||
|
С8 |
Ванная механизированная под флюсом в инвентарной форме |
Мф |
Вертикальное |
|
|
С10 |
Ванная одноэлектродная в инвентарной форме |
Рв |
||
|
С14 |
Дуговая механизированная порошковой проволокой на стальной скобе-накладке |
Мп |
Горизонтальное |
|
|
С15 |
Ванно-шовная на стальной скобе-накладке |
Рс |
||
|
С17 |
Дуговая механизированная порошковой проволокой многослойными швами на стальной скобе-накладке |
Мп |
Вертикальное |
|
|
С19 |
Дуговая ручная многослойными швами на стальной скобе-накладке |
Рм |
||
|
С21 |
Дуговая ручная или механизированная* швами с накладками из стержней |
Рн |
Любое |
|
|
Мн |
||||
|
С23 |
Дуговая ручная или механизированная* швами внахлестку |
Рэ |
||
|
Мэ |
||||
|
Нахлесточное |
Н1 |
Дуговая ручная или механизированная* швами в среде СО2 |
Рш |
Любое |
|
Мш |
||||
|
Н2 |
Контактная по одному рельефу на пластине |
Кр |
Горизонтальное |
|
|
НЗ |
Контактная по двум рельефам на пластине |
Кр |
||
|
Тавровое |
Т1 |
Дуговая механизированная под флюсом без присадочного металла |
Мф |
Вертикальное |
|
Т2 |
Дуговая ручная с малой механизацией под флюсом без присадочного металла |
Рф |
||
|
Т11 |
Дуговая механизированная швами в среде СО2 в цекованное или раззенкованное отверстие |
Мз |
||
|
Т12 |
Дуговая ручная валиковыми швами в раззенкованное отверстие |
Рз |
||
|
* Допускается применение любого из перечисленных видов механизированной сварки: в среде СО2 либо СО2+Ar, порошковой проволокой, либо порошковой проволокой в среде СО2 |
4.2 Условное обозначение сварного соединения имеет следующую структуру
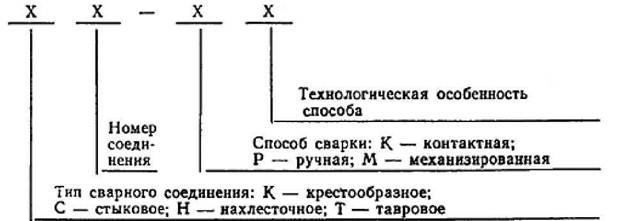
Пример условного обозначения стыкового соединения, выполненного ванно-шовной сваркой на стальной скобе-накладке, положение стержней горизонтальное:
С15-Рс
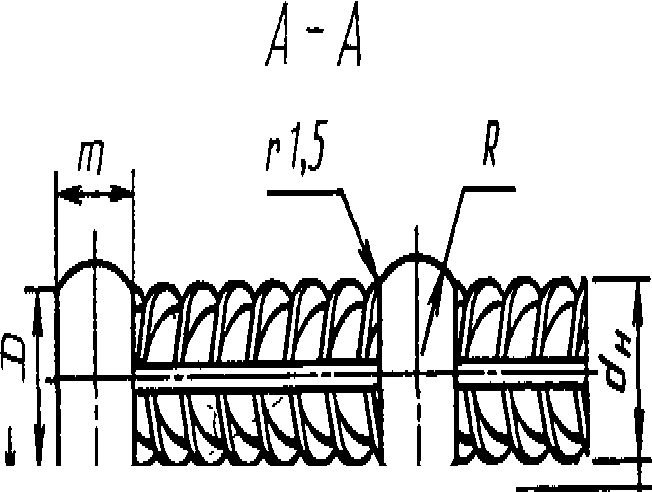
4.3 Для конструктивных элементов сварных соединений приняты обозначения:
dн — номер профиля (номинальный диаметр стержня) по ГОСТ 34028 (на рисунках таблиц — изображен условно);
d — внутренний диаметр стержня периодического профиля по ГОСТ 34028;
d1 — наружный диаметр стержня периодического профиля по ГОСТ 34028;
d’н — номинальный меньший диаметр стержня в сварных соединениях;
d — меньший диаметр раззенкованного или цекованного отверстия в плоском элементе;
D — больший диаметр раззенкованного или цекованного отверстия в плоском элементе;
D — диаметр грата в стыковых и наплавленного металла в тавровых соединениях;
R — радиус кривизны рельефа;
а — суммарная толщина стержней после сварки в месте пересечения;
b — ширина сварного шва; суммарная величина вмятин;
bʹ, bʺ — величина вмятин от электродов в крестообразном соединении;
h — величина осадки в крестообразном соединении; высота сечения сварного шва;
h1 — высота усиления наплавленного металла;
h2— высота усиления корня сварного шва;
Н — высота скобы-накладки;
l — длина сварного шва;
l1, l2 — зазоры до сварки между торцами стержней при различных разделках;
lн — длина скоб-накладок, накладок и нахлестки стержней;
z — притупления: в разделке торцов стержней под ванную сварку; в плоском элементе соединения ТЗ;
s — толщина стальной скобы-накладки, плоских элементов тавровых и нахлесточных соединений;
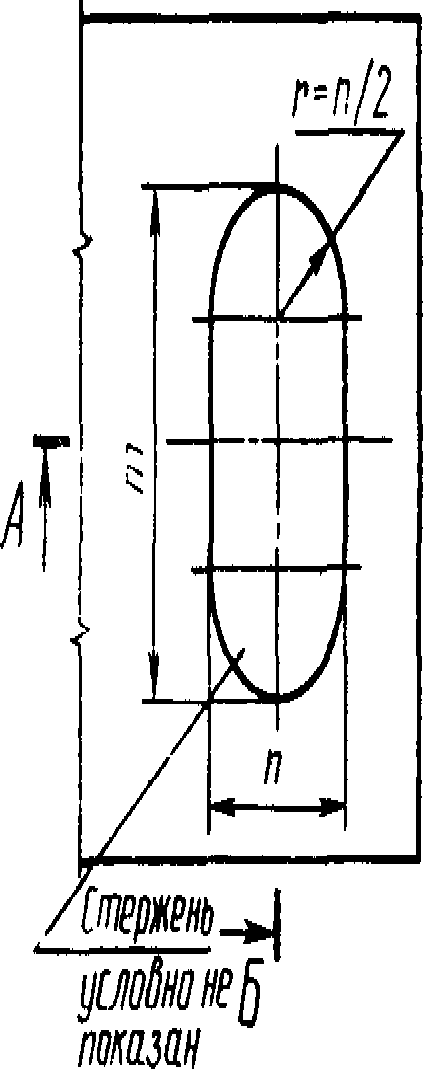
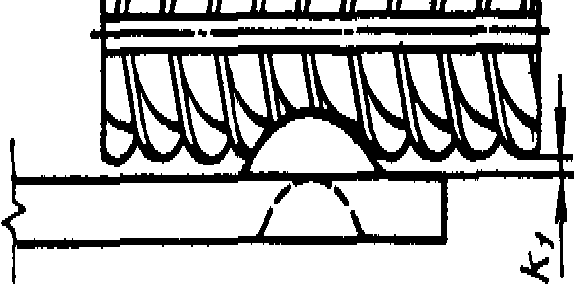
k — высота рельефа на плоском элементе;
k1 — зазор между стержнем и плоским элементом в соединении Н3;
п — ширина рельефа на плоском элементе;
m — длина рельефа на плоском элементе;
g — высота наплавленного металла («венчика») в тавровых соединениях;
α, α1, α2, β, β1, β2, γ, γ1— угловые размеры конструктивных элементов сварных соединений.
(Измененная редакция, Изм. № 1).
С этим читают
- Разделка кромок под сварку
- Гост 14771-76: «дуговая сварка в защитном газе. соединения сварные. основные типы, конструктивные элементы и размеры»
- Гост 23518-79 дуговая сварка в защитных газах. соединения сварные под острыми и тупыми углами. основные типы, конструктивные элементы и размеры
- Условные обозначения покрытых электродов
- Гост р 51808-2001 картофель свежий продовольственный, реализуемый в розничной торговой сети. технические условия
- Гост 14098-2014 соединения сварные арматуры и закладных изделий железобетонных конструкций. типы, конструкции и размеры (с изменением n 1, с поправкой)
- Ост 26 291
- Крупа манная. технические условия
- Гост р исо 4063-2010 сварка и родственные процессы. перечень и условные обозначения процессов
- Гост 24901-89. печенье. общие технические условия





