Основные типы, конструктивные элементы и размеры
Hand arc welding. Acute and blunt weld joints. Main types, design elements and dimensions
Дата введения 1977-01-01
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений конструкций из углеродистых и низколегированных сталей, выполняемых ручной дуговой сваркой плавящимся электродом во всех пространственных положениях при толщине свариваемого металла до 60 мм включительно с расположением свариваемых деталей под острыми и тупыми углами.
Стандарт не устанавливает типы, конструктивные элементы и размеры сварных соединений трубопроводов и сварных швов, выполняемых сваркой с глубоким проплавлением.
Требования настоящего стандарта являются обязательными.
2. Основные типы сварных соединений должны соответствовать указанным в табл.1.
Таблица 1
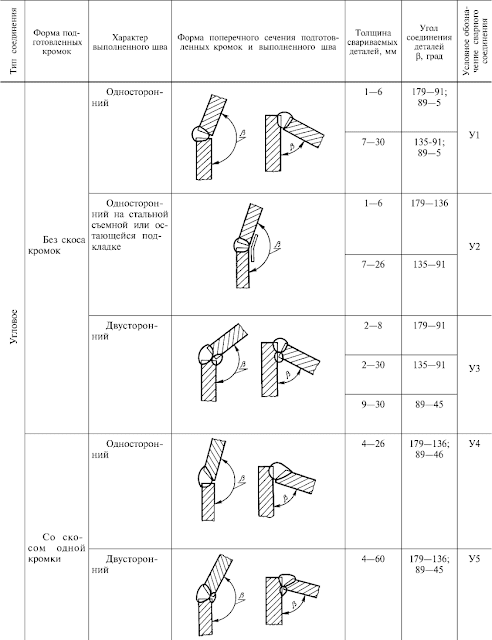
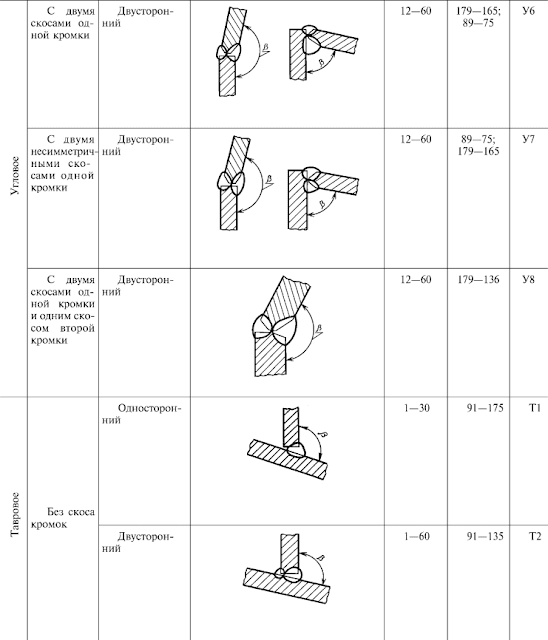
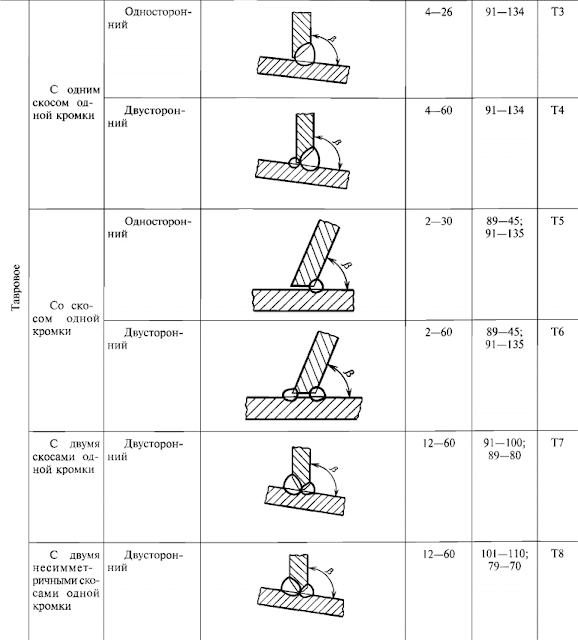
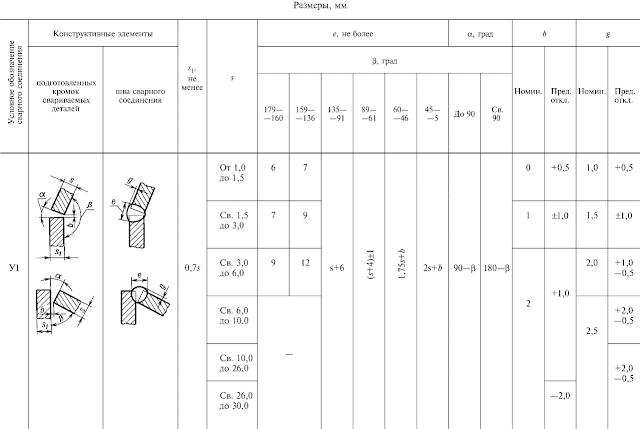
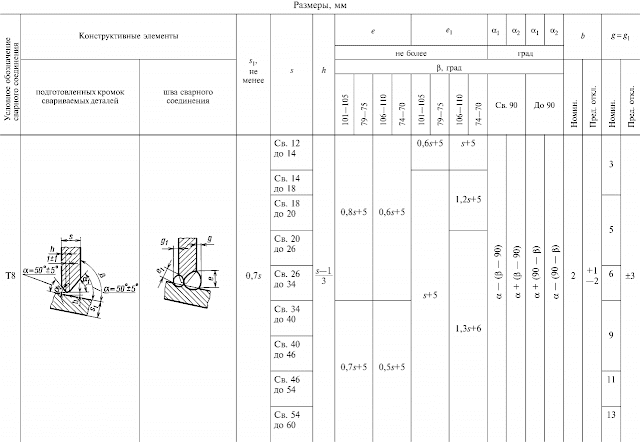
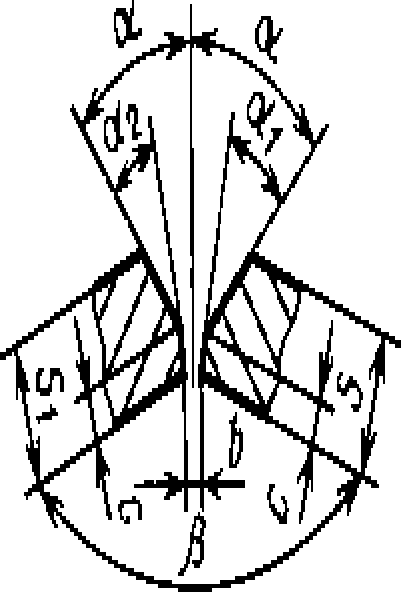
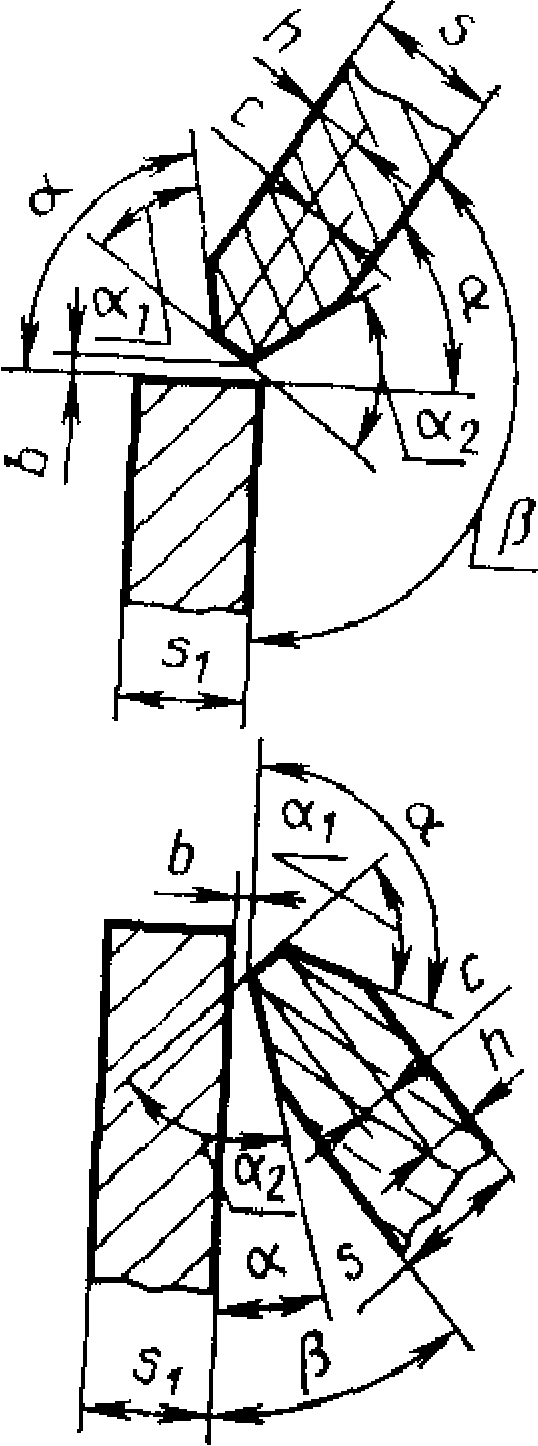
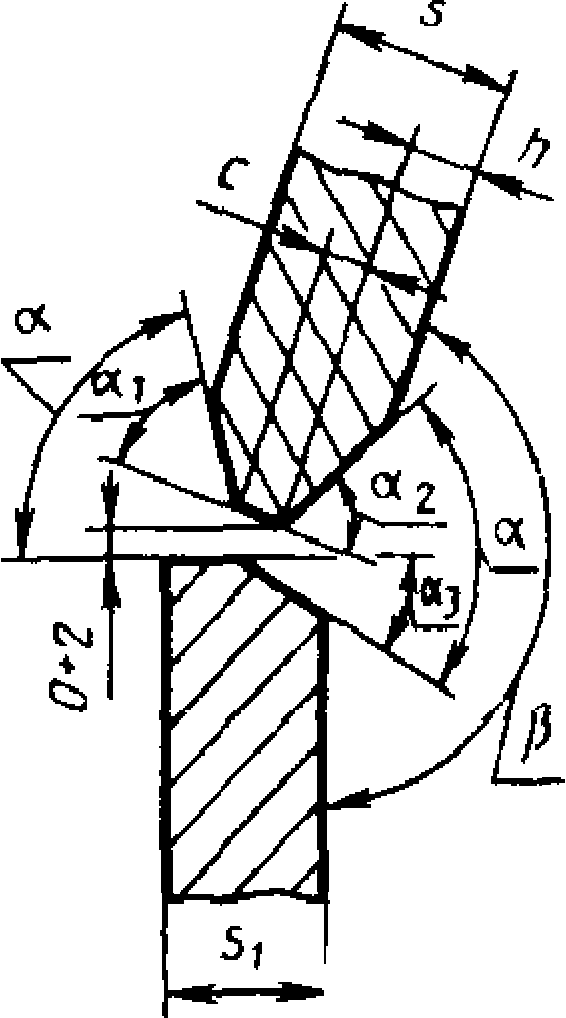
3. Конструктивные элементы сварных соединений, их размеры и предельные отклонения по ним должны соответствовать указанным в табл. 2-17.
Таблица 2
 |
| ГОСТ 11534-75-У1 |
Таблица 3
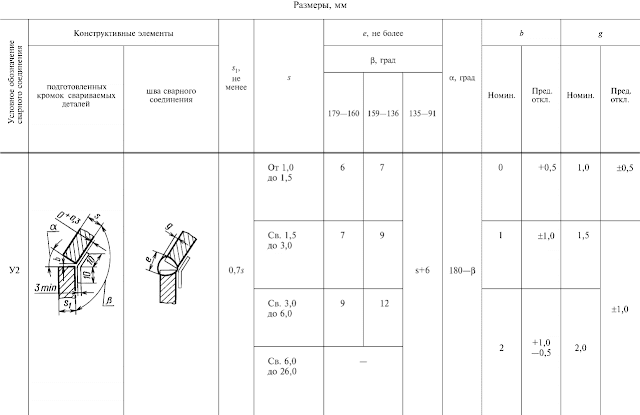 |
| ГОСТ 11534-75-У2 |
Таблица 4
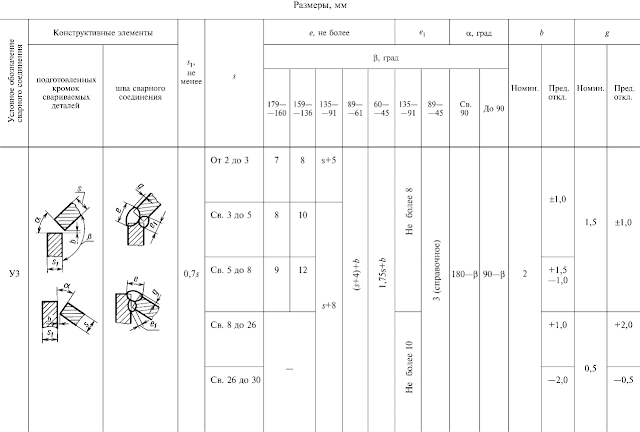 |
| ГОСТ 11534-75-У3 |
Таблица 5
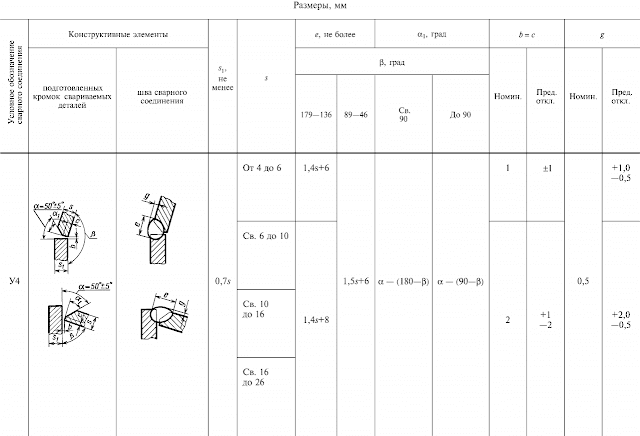 |
| ГОСТ 11534-75-У4 |
Таблица 6
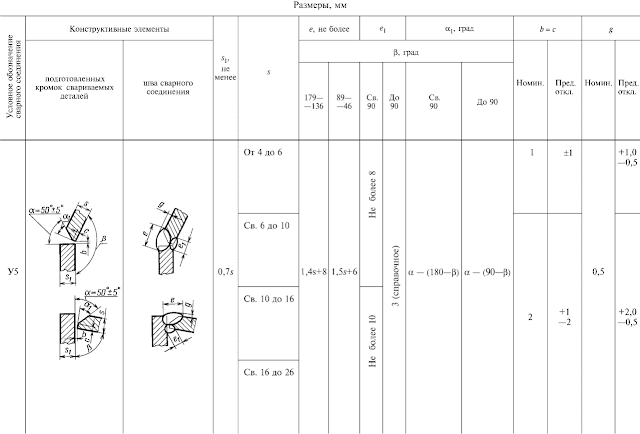 |
| ГОСТ 11534-75-У5 |
Таблица 7
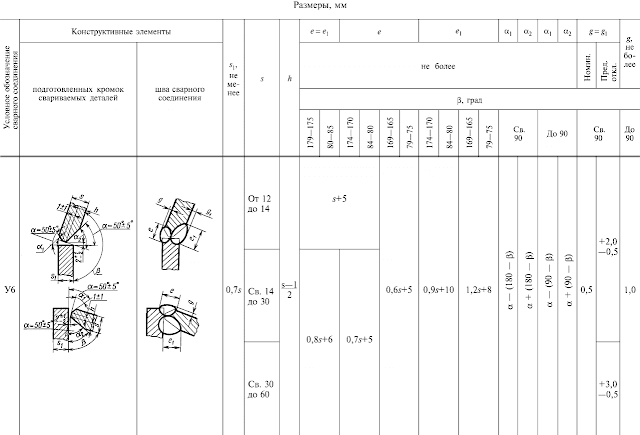 |
| ГОСТ 11534-75-У6 |
Таблица 8
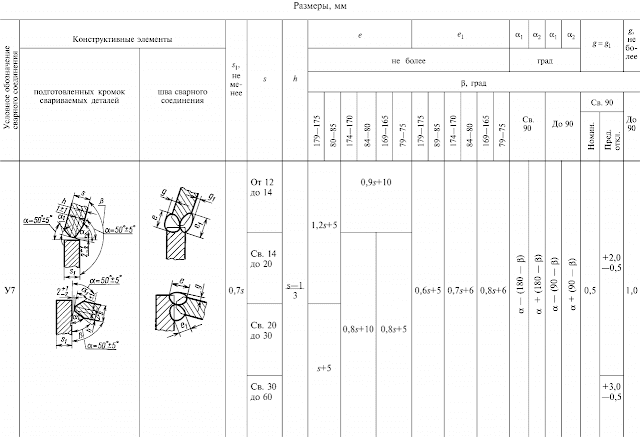 |
| ГОСТ 11534-75-У7 |
Таблица 9
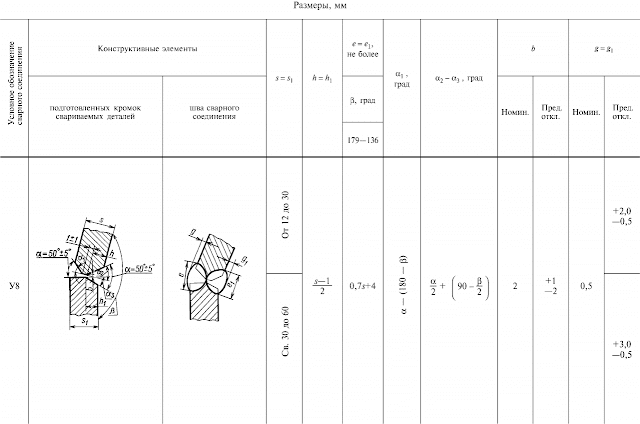 |
| ГОСТ 11534-75-У8 |
Таблица 10
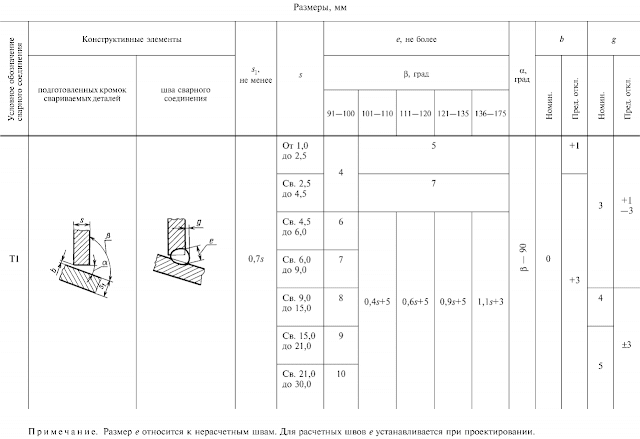 |
| ГОСТ 11534-75-Т1 |
Таблица 11
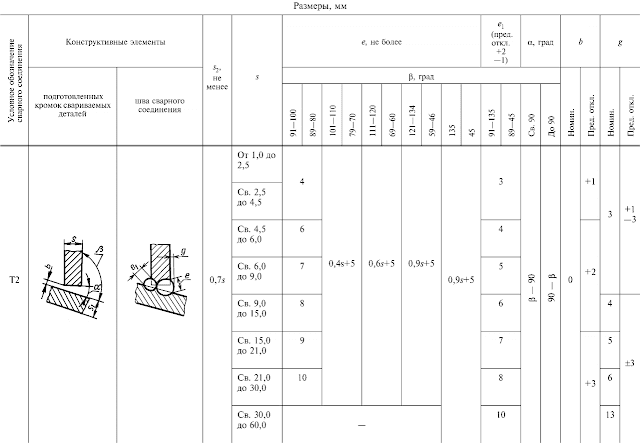 |
| ГОСТ 11534-75-Т2 |
Таблица 12
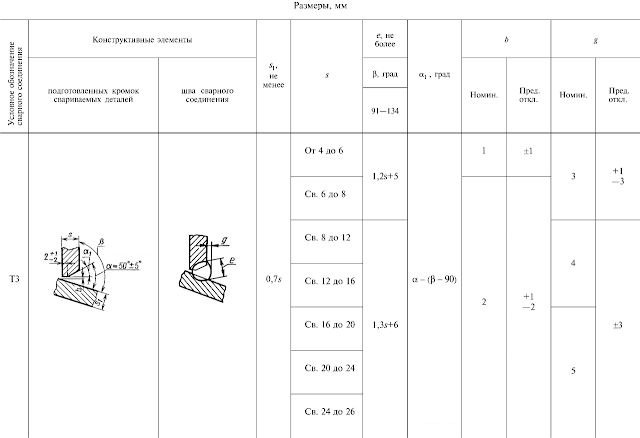 |
| ГОСТ 11534-75-Т3 |
Таблица 13
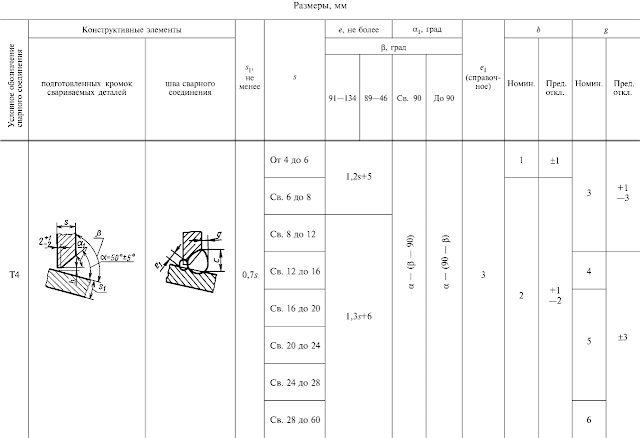 |
| ГОСТ 11534-75-Т4 |
Таблица 14
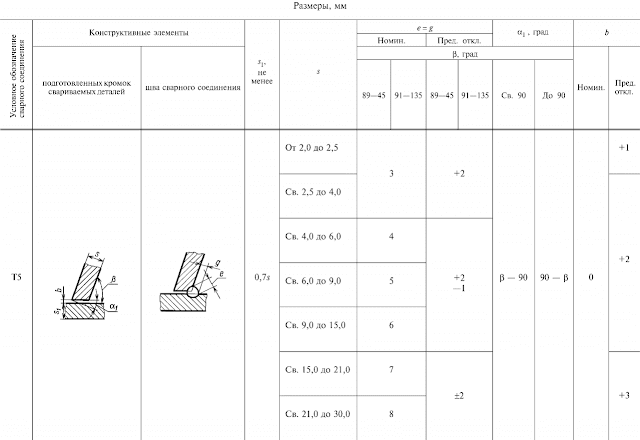 |
| ГОСТ 11534-75-Т5 |
Таблица 15
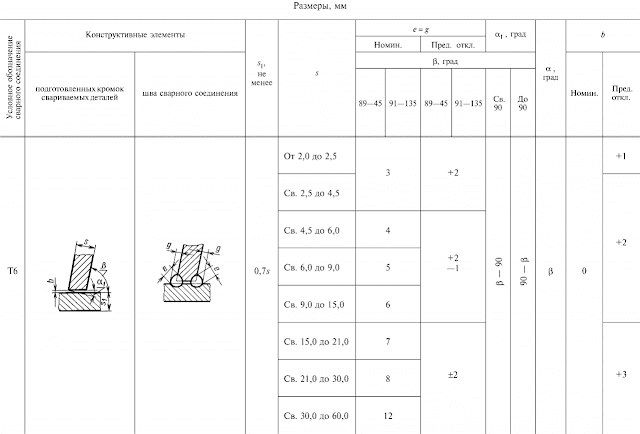 |
| ГОСТ 11534-75-Т6 |
Таблица 16
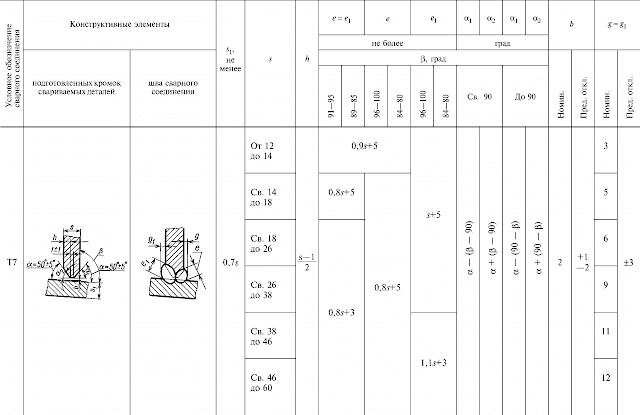 |
| ГОСТ 11534-75-Т7 |
Таблица 17
 |
| ГОСТ 11534-75-Т8 |
4. При двусторонней сварке допускается удалять ранее наложенный корень шва до чистого металла любым способом.
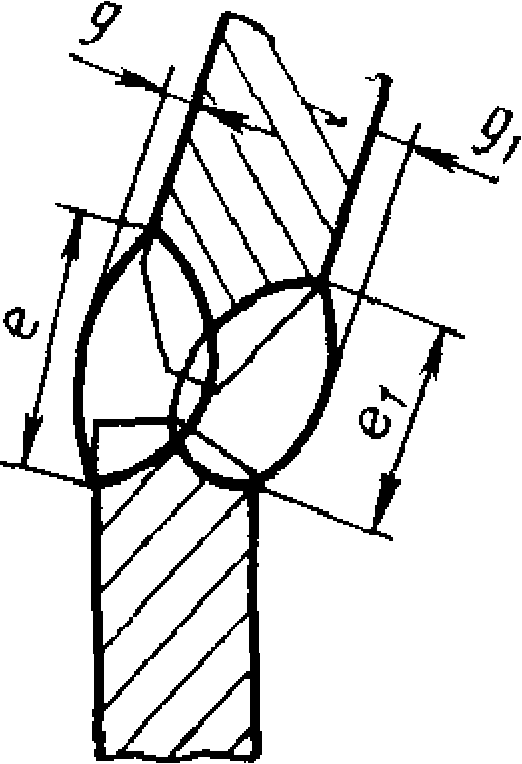
5. Допускается увеличение предельных отклонений усиления шва сварного соединения (g) и ширины шва (e), выполняемого в вертикальном, горизонтальном и потолочном положениях и на монтаже на 1 мм для s не более 26 мм и на 2 мм для s более 26 мм.
6. Если свариваемые кромки деталей имеют неодинаковую толщину, то разность толщин (s1 — s) необходимо выбирать по меньшей толщине (s) в соответствии с требованиями табл.18.
Таблица 18
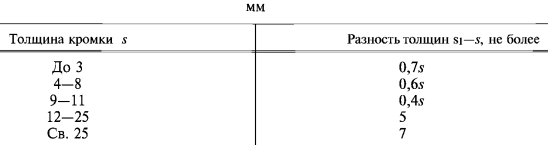
В этом случае подготовку кромок следует производить так же, как для кромок одинаковой толщины, конструктивные элементы подготовленных кромок и размеры выполненного шва необходимо выбирать по большей толщине (s1).
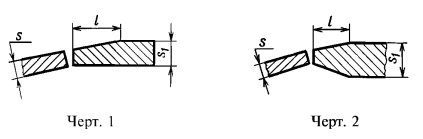
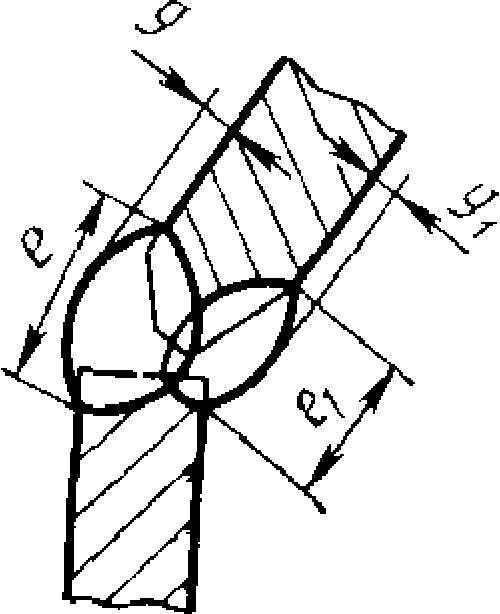
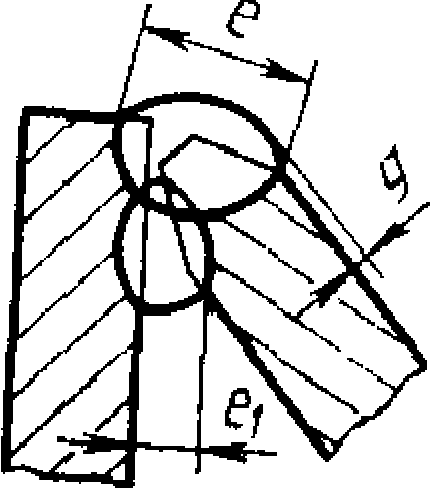
При разности толщин кромок (s1 — s), свариваемых под углом B = 179°-160°, превышающей пределы, указанные в табл.18, на кромке, имеющей большую толщину, должен быть сделан скос с одной или с двух сторон длиной l, равной 5(s1 — s) при одностороннем превышении кромок и 2,5(s1 — s) при двустороннем превышении кромок до толщин тонкой кромки (s), как указано на черт.1, 2.
7. Допускается смещение свариваемых кромок относительно друг друга не более:
— 0,5 мм — для кромок толщиной до 4 мм;
— 1,0 мм — для кромок толщиной 4-10 мм;
— 0,1s, но не более 3 мм — для кромок толщиной более 10 мм.
8. При переменном угле сопряжения деталей шов делится на участки. Каждый участок сопрягаемых элементов выполняется в соответствии с требованиями настоящего стандарта.
И ТУПЫМИ УГЛАМИ
ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
И РАЗМЕРЫ
Издание официальное
Москва
Стандартинформ
2011
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ДУГОВАЯ СВАРКА В ЗАЩИТНЫХ ГАЗАХ. СОЕДИНЕНИЯ СВАРНЫЕ ПОД ОСТРЫМИ И ТУПЫМИ УГЛАМИ
Основные типы, конструктивные элементы и размеры
Cas—shielded arc welding. Welded joints.
Main types, design elements and dimensions
гост
23518-79
МКС 25.160.40
Постановлением Государственного комитета СССР по стандартам от 11.03.79 № 870 дата введения установлена 01.01.80 Ограничение срока действия снято по протоколу № 4—93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 4—94)
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитных газах.
2. Приняты следующие обозначения способов сварки:
ИН — в инертных газах неплавящимся электродом без присадочного металла;
ИНп — в инертных газах неплавящимся электродом с присадочным металлом;
ИП — в инертных газах и их смесях с углекислым газом и кислородом плавящимся электродом;
УП — в углекислом газе и его смеси с кислородом плавящимся электродом.
3. Основные типы сварных соединений должны соответствовать указанным в табл.1.
4. Конструктивные элементы сварных соединений, их размеры и предельные отклонения по ним должны соответствовать указанным в табл. 2—20.
Издание официальное Перепечатка воспрещена
★ Переиздание. Февраль 2011 г.
Издательство стандартов, 1979 Стандартинформ, 2011
Тип
Форма
Характер
Форма поперечного сечения и
Толщина свариваемых деталей, мм, для способов сварки
ИН
ИНп
ИП
УП
Угол
Условное
обозначе-
Односто-ронний на
тающеися
0,5-3,0
1-3,0
0,8-4,0
179-91
У2
Без ско-кромок
Односторонний
0,5-4,0
6,0-10
179-91;
89-5
135-91;
89-5
У1
Угловое
Двусторонний
3-6
3-12
3-30
3-60
179-136
135-91;
89-45
135-91
УЗ
Односторонний
5-‘
179 — 136;
У4
Со ско-
Односто-ронний на
кромки
5-‘
179-136
У7
2 ГОСТ 23518-79
|
Тип соединения |
Форма подготов ленных кромок |
Характер выполненного шва |
Форма поперечного сечения подго-товленных кромок и выполненного шва |
Толщина свариваемых деталей, мм, для способов сварки |
Угол соединения деталей р, град |
Условное обозначе ние соединения |
|||||||
|
ИН |
ИНп |
ип |
УП |
||||||||||
|
Угловое |
Со скосом одной кромки |
Двусто ронний |
у |
1 |
fit |
3-10 |
3-10 |
5-40 |
179 — 136; 89-46 |
У5 |
|||
|
С двумя скосами одной кромки |
Двусто ронний |
Д)> |
ш |
6-20 |
6-20 |
6-100 |
179 — 165; 80-75 |
У6 |
|||||
|
С двумя скосами одной кромки и одним скосом второй кромки |
6-20 |
6-20 |
6-120 |
179-36 |
У8 |
||||||||
|
Со скосом двух кромок |
Одно сторонний |
— |
3-10 3-20 |
3-10 3-20 |
3-60 |
179-122 89-61 179 — 142; 89-71 |
У9 |
||||||
|
Двусто ронний |
1 |
3-10 3-20 |
3-10 3-20 |
3-60 |
179-122 89-61 179 — 142; 89-71 |
У10 |
ГОСТ 23518-79 С-
Прокате так 1 О
|
Тип соединения |
Форма подготов ленных кромок |
Характер выполненного шва |
Форма поперечного сечения подготовленных кромок и выполненного шва |
Толщина свариваемых деталей, мм, для способов сварки |
Угол соединения деталей р, град |
Условное обозначе ние соединения |
|||||
|
ИН |
ИНп |
ип |
УП |
||||||||
|
Тавровое |
Без скоса кромок |
Односторон ний |
1 |
,Й |
0,8-10,0 |
0,8-40,0 |
0,8-40,0 |
91-175 |
Т1 |
||
|
Двусторон ний |
V |
0,8-10,0 |
0,8-40,0 |
0,8-40,0 |
91-135; 89-45 |
Т2 |
|||||
|
Со скосом одной кромки |
Односторон ний |
ш |
0,8-10,0 |
0,8-40,0 |
0,8-40,0 |
89-45; 91-135 |
Т5 |
||||
|
Двусторон ний |
А |
0,8-10,0 |
0,8-40,0 |
0,8-40,0 |
89 -45; 91-135 |
Тб |
|||||
|
Односторон ний |
1 |
V |
4,0-10,0 |
4,0-10,0 |
4,0-40,0 |
91-134 |
ТЗ |
4 ГОСТ 23518-79
|
Тип соединения |
Форма подготов ленных кромок |
Характер выполненного шва |
Форма поперечного сечения подготовленных кромок и выполненного шва |
Толщина свариваемых деталей, мм, для способов сварки |
Угол соединения деталей р, град |
Условное обозначе ние соединения |
||||||
|
ИН |
ИНп |
ип |
УП |
|||||||||
|
Тавровое |
Со скосом одной кромки |
Двусторон ний |
If |
4,0-10,0 |
4,0-10,0 |
4,0-40,0 |
91-134 |
Т4 |
||||
|
С двумя скосами одной кромки |
Двусторон ний |
> |
h |
6-20 |
6-60 |
6-20 |
91-100; 89-80 |
Т7 |
||||
|
С двумя несимметричными скосами одной кромки |
и |
1 |
$ f |
1 |
12-100 |
12-100 |
101-110; 79-70 |
Т8 |
||||
|
С двумя криволинейными скосами одной кромки |
щ |
18-100 |
18-100 |
91-105; 89-75 |
T9 |
ГОСТ 23518-79 С-
Обозначе
ние
ния
Конструктивные элементы
Способ
не более
179-160 159-136 135-91
Но-
Пред.
Но-
Пред.
У2
ЙН
От 0,5 до 3,0
S+6
От 0,8 до 1,0
ИНп
Св.1,0 до 2,0
S+6
Св.2,0 до 3,0
От 0,8 до 1,0
ип
Св.1,0 до 2,0
Св.2,0
От 0,8 до 1,0
S+6
Св.1,0 до 3,0
Св.3,0
УП
Св.4,0 до 6,0
+0,5
+1,0
+1,5
+1,0
2,0
±0,5
6 ГОСТ 23518-79
ГОСТ 23518-79 С-
8 ГОСТ 23518-79
с
ГОСТ 23518-79 С-
Ю ГОСТ 23518-79
с
и
и
ГОСТ 23518
12 ГОСТ 23518
ГОСТ 23518
14 ГОСТ 23518-79
нения
Конструктивные элементы
Спо
соб
свар
ки
t не более
OpOlj
Св, 90
До 90
Но-
Пред.
Но-
Но-
Пред.
8
L
0.0
£1(4
ОШ
№
са
о 1
00
н
а
о
0
0,7№
/—N
са
о 1
00
Н
са
I I
о
0
+1
-2
+1
-2
+1
-2
и
Ih
ГОСТ 23518
16 ГОСТ 23518-79
Обозначе
ние
ния
Конструктивные элементы
Способ
l не более
Р, град
б,не
Но-
Пред.
Но-
Пред.
ИНп
ЙП
УП
Т2
ЙП
УП
От 0,8 до 2,5
Св.2,5
Св. 6,0
до 10,0
Св. 10,0
Св. 16,0 до 20,0
Св. 20,0 до 24,0
Св. 24,0 до 30,0
Св. 30,0
0,5 У
0,45+5
0,6^+5
0,95+5
1,15+5
+0,5
+1,0
+2,0
±2
и
ГОСТ 23518
18 ГОСТ 23518-79
с
1
и
с
ГОСТ 23518
20 ГОСТ 23518-79
ГОСТ 23518
22 ГОСТ 23518-79
ГОСТ 23518
24 ГОСТ 23518-79
ГОСТ 23518-79 С. 25
5. Для сварных соединений У7, У5, У6, У8, Т7, Т8, T9, выполняемых сваркой в углекислом газе, допускается притупление С=5±2 мм.
6. Сварка деталей неодинаковой толщины в случае разницы по толщине, не превышающей значений, указанных в табл. 21, должна проводиться также как для деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
|
Толщина тонкой детали |
Разность толщин деталей |
|
2-3 |
1 |
|
4-30 |
2 |
|
32-40 |
4 |
|
Свыше 40 |
6 |
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 21 на детали, имеющей большую толщину должен быть сделан скос с одной или двух сторон до толщины тонкой детали под углом 15°, как указано на черт. 1 и 2.
7. Размеры выполненных швов на участке перекрытия для замкнутых соединений, а также в местах, исправленных подваркой, могут отличаться от установленных настоящим стандартом. В этом случае они должны соответствовать нормативно-технической документации.
8. При переменном угле сопряжения деталей (3 шов делится на участки. Каждый участок сопрягаемых элементов выполняется в соответствии с требованиями настоящего стандарта.
9. При сварке в углекислом газе проволокой диаметром 0,8—1,4 мм допускается применять основные типы сварных соединений и их конструктивных элементов по ГОСТ 11534—75.
Редактор М. И, Максимова Технический редактор Н, С, Гришанова Корректор Е. Ю. Митрофанова Компьютерная верстка Е, Н. Евтеевой
Сдано в набор 06.12.2010. Подписано в печать 28.03.2011. Формат 60x84V8. Бумага офсетная.
Печать офсетная. Уел. печ. л. 3,26. Уч.-изд. л. 3,35. Тираж 88 экз. Зак. 2.
Гарнитура Таймс.
, 123995 Москва, Гранатный пер., 4.
Набрано и отпечатано в Калужской типографии стандартов, 248021 Калуга, ул. Московская, 256.
2,0
±0,5
±1,0
+2.0
ГОСТ 27580—88 С.
I. 10 ГОСТ 27580—88
Обозначение
соединения
ГОСТ 27580—88 С. II
Обозначение
соединения
подготовленных кромок свариваемых деталей
сварного шва
Способ
сварки
12 ГОСТ 27580—88
Обозначе! не соединение
Конструктивные элементы
подготовленных кромок свариваемых деталей
СиосиП
сварного шва
сварки
51 ? 0,5s
|
От |
4 |
|
ДО |
б |
|
Св |
6 |
|
ДО |
8 |
|
Св |
8 |
|
до |
10 |
|
Св |
10 |
|
до |
12 |
|
Св. |
12 |
|
до |
20 |
|
От |
4 |
|
до |
6 |
От 6 до 10
г пе более
<±2
при б
С-1
<м
о
с-
о
<о
ф
со
о
О)
о
ч
1.5S + 6
1.55+8
1.6s 4 10
1,4s 4 6
l,5s+8
l.Cs I 5
1.4S+6
10
13
10
о
|
Ь |
|||
|
н |
и |
||
|
о |
о |
||
|
X |
X |
||
|
X |
я |
fc{ |
|
|
2 |
<У |
2 |
<и |
|
о |
а |
о |
а |
|
X |
С |
X |
X |
СО.
8~Si
ffi
я
s
о
X
X
H
о
tt
0)
a
К
+i
tt
+i
±2
о
+1
+2
+i
60!
+1
ГОСТ 27580—88 C. 13
Обозначение
соединения
14 ГОСТ 27580—88
<и
Я h»
И й <и Й!
« 5
2 к
* s
о ч
п О о
|
Конструктивные элементы |
|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Способ
сварки
не более
ПОИ 3
|
»л h- |
О |
fe |
о |
О Ю СО |
о |
о £ |
о |
о iC ю |
9 |
|
|
1C |
О |
ю |
о |
1Л |
||||||
|
J <л |
7 |
оТ -‘t- |
00 1 g |
т о СП |
к 1 О |
т |
00 1 о |
1 о 05 |
ь- 1 о |
о? (0 О |
|
t- |
3 |
г- |
со |
СГз |
г^ |
ю |
О) |
|||
|
00 |
оо |
Г’- |
со |
г- |
8
О
Ч
g=gi
пои В
СВ. 90° I до 90°
к
я
£
о
X
£ f-
С о
я
я
£
О
X
&£
X о
|
О |
|
|
я |
|
|
я |
ч |
|
£ |
о |
|
о |
(i |
|
X |
С |
+1
-н
л:
■н
ь
|
От |
m |
|
до |
14 |
|
Св. |
и |
|
до |
16 |
|
Св. |
16 |
|
до |
18 |
|
Св. |
18 |
|
до |
20 |
|
Св. |
20 |
|
ДО |
22 |
|
Св. |
22 |
|
до |
24 |
У6
Si*0,ns
РИН,
СО
+
со
05
О
LO
+
со
00
О
о
+
со
05
оо
+
со
сч
о
02.
о
5а
о
5а
о
Q2.
I
Ф
Ф
+
е
±1
10
±2
О
+2
±3
60е
8
10
ГОСТ 27580—88 С. 1&
5 к * к
Конструктивные элементы
подготовленных кромок свариваемых деталей
сварного шва
Способ
сварки
|
Св. |
24 |
|
ДО |
26 |
|
С в. |
26 |
|
до |
28 |
|
Св. |
28 |
|
ДО |
30 |
|
Св. |
30 |
|
ДО |
32 |
|
Св. |
32 |
|
ДО |
35 |
|
От |
12 |
|
до |
И |
|
р—ег |
е |
е |
|
не более |
а,
при В
v
£
|
Ю (D |
О |
О О |
о |
О Ю ю |
о |
<Ь СП |
|
Ю |
1—1 |
О |
fH |
Ю |
||
|
| |
*г |
1 |
00 1 |
| |
1 |
|
|
О) |
о |
о |
1 о |
О 05 |
1 о |
Св. |
|
CD |
СП |
Г- |
Ю |
а |
||
|
Г» |
1—1 |
00 |
1-Н |
о
О)
5
8
при В
СВ
90° I до 90°
Я
Я
%
о
а» 5
Со
х
К
Е
о
Е
а* Е о
h-
о
<и
а
К
У6
РИНд
ю
+
to
00
о
о
+
to
О
00
+
со
(N
СО.
о
£
о
оа
еа
о
О)
+
в
±1
+1
—2
10
±3
О
+2
11
12
13
14
60(
16 ГОСТ 27580—88
ГОСТ 27580—88 С. 1>
Обозначение
соединения
Конструктивные элементы
подготовленных кромок свариваемых деталей
сварного шва
Способ
сварки
|
е=ех | |
е |
||||
|
не более |
>i |
а2 |
ах |
а 1
g=g 1
g
при В
при В
|
ю |
ь |
О 1C |
о О |
о Л |
||||||
|
h- |
с Ю |
О |
(О *** |
ю |
г- |
ь |
СО |
2a |
ь |
|
|
т |
00 |
т |
00 |
1 |
к |
7 |
00 |
7 |
h- I |
о |
|
о 03 |
о’ |
1 |
J |
о О |
1 О |
■чГ |
1: |
% |
l |
в |
|
О) 00 |
S |
со |
79 |
г- *■* |
84 |
CD |
79 |
и |
св. 90° I До 90°
О
Ч
X
S
Е
о
X
$ к
ак
С о
х
%
Е
о
X
а * СЗ о
н
о
аз
о
С
■н
в
пип
Св. 26 до 28
11
У6
Св, 28 до 30
Св, 30 до 32
со
+
<0
О
Ю
+
SO
00
о»
+
to
СП
00
+
to
о
о
GQ.
о
СО.
со
I
о
+
в
Св. 32 до 35
+i
—2
10
±4
О
+2
12
13
60′
18 ГОСТ 27580—88
Обозначение
соединения
ГОСТ 27580—88 С. 19
ф
3 « 3 я
X
СО
ф
rt к £2 oS
|
Конструктивные элементы |
|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Способ
сварки
hf=h
±1,5
е=ех
±3
а1
а2=а3
при Й 179е—13)6°
х
S
о
К
х
о
Ф
U
С
с
±1
+1
У8
5, г 0.75
РИН„;
АИНд
ЛИП
11А
От 10 до 14
Св. 14 до 17
Св. 17 до 20
Св. 20 до 23
Св. 23 до 26
Св. 26 до 30
Or 32 до 36
От 36 до 40
10
11
13
11
13
0+5
0,9s+5
0,8s+5
0,60 + 3
С этим читают
- Гост р исо 4063-2010 сварка и родственные процессы. перечень и условные обозначения процессов
- Разделка кромок под сварку
- Гост 14771-76: «дуговая сварка в защитном газе. соединения сварные. основные типы, конструктивные элементы и размеры»
- Гост 14098-91 соединения сварные арматуры и закладных изделий железобетонных конструкций. типы, конструкции и размеры
- Крупа манная. технические условия
- Условные обозначения покрытых электродов
- Гост 14098-2014 соединения сварные арматуры и закладных изделий железобетонных конструкций. типы, конструкции и размеры (с изменением n 1, с поправкой)
- Гост 24901-89. печенье. общие технические условия
- Гост 13276-79 арматура линейная. общие технические условия (с изменениями n 1, 2, 3, 4, 5)
- Гост р 51808-2001 картофель свежий продовольственный, реализуемый в розничной торговой сети. технические условия





