Содержание
- 1 Керамика
- 2 Что представляет собой сверление невращающимся инструментом?
- 3 Сверление отверстий с фаской
- 4 Твёрдый сплав
- 5 Фрезерование жаропрочных сплавов (HRSA)
- 6 Как происходит размерный износ режущих инструментов по металлу
- 7 Поликристаллический кубический нитрид бора
- 8 sandvik купить в г. Санкт-Петербург
- 9 Сверление отверстий со ступенью или со ступенью и фаской
- 10 История развития компании
- 11 CoroDrill® 860 с геометрией -GM
- 12 Новые размеры отверстий для мелких элементов
- 13 Прайс-лист на изделия Sandvik
Керамика
Что представляет собой керамика в качестве инструментального материала?
Все режущие инструменты из керамики отличаются превосходной износостойкостью при высоких скоростях резания.
Существует целый ассортимент сплавов из керамики, предназначенных для различного рода операций.
Оксидная керамика имеет в качестве основы оксид алюминия (Al2O3) с добавлением циркония (ZrO2) для предотвращения образования трещин. В результате соединения этих элементов образуется материал с высокой химической стабильностью, но недостаточной термостойкостью.
(1) Смешанная керамика армирована частицами карбидов или карбонитридов титана (TiC, Ti(C,N)). Это способствует улучшению прочности и теплопроводности.
(2) Керамика, армированная нитевидными кристаллами, содержит нитевидные кристаллы карбида кремния (SiCw), что значительно улучшает прочность и позволяет работать с СОЖ. Керамика, армированная нитевидными кристаллами, идеально подходит для обработки сплавов на основе никеля.
(3) Керамика на основе нитрида кремния(Si3N4) представляет другую группу керамических материалов. Удлинённые кристаллы образуют самоармирующийся материал высокой прочности. Сплавы на основе нитрида кремния хорошо подходят для обработки серого чугуна, но отличаются недостаточной химической стабильностью, что ограничивает их применение для обработки других материалов.
Сиалоновая керамика (SiAlON) сочетает в себе прочность самоармирующейся структуры из нитрида кремния и улучшенную химическую стабильность. Она идеально подходит для обработки жаропрочных сплавов (HRSA).
(1) Смешанная керамика
(2) Керамика, армированная нитевидными кристаллами
(3) Керамика на основе нитрида кремния
Области применения
Сплавы из керамики применяются в широком диапазоне операций, но чаще всего для точения на высоких скоростях, а также фрезерования и обработки канавок. Специфические свойства каждого сплава обеспечивают высокую производительность при условии правильного применения
Для достижения успеха важно знать, когда и как применяется тот или иной сплав
Основные ограничения по применению керамики связаны с недостаточной стойкостью к термическим ударам и образованию трещин.
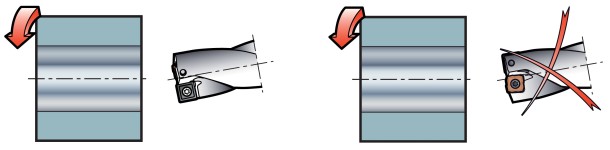
Что представляет собой сверление невращающимся инструментом?
При сверлении невращающимся инструментом вращается не сверло, а обрабатываемая заготовка
При использовании этого метода чрезвычайно важно, чтобы сверло было соосно оси шпинделя станка
Рекомендации по обеспечению соосности для сверления невращающимся инструментом
Для достижения оптимальных результатов минимизируйте биение инструмента или полное замеренное радиальное биение (TIR).
Примечание: сверло со сменными пластинами формирует небольшой центральный стержень, который можно видеть на дне отверстия или диска. Размер стержня должен находиться в диапазоне от 0,05 до 0,15 мм, в противном случае возможно возникновение трещин на режущей кромке, вибрации, отверстий увеличенного размера и износа на корпусе сверла. Размеры стержня могут варьироваться в зависимости от различных положений сверла.
Свёрла со сменной головкой
Обеспечение соосности невращающегося сверла
Сверло должно быть выровнено параллельно оси шпинделя, в противном случае отверстие может иметь размеры больше или меньше заданных либо воронкообразную форму. Измерение может быть выполнено с помощью часового индикатора и эталона (прутка).
Используйте сверло с четырьмя лысками, равномерно расположенными по хвостовику сверла. Выполните отверстия, поочерёдно устанавливая сверло в каждое из четырёх положений (0°, 90°, 180°, 270°). Результаты измерения отверстия показывают положение периферийной пластины относительно оси заготовки, которая в свою очередь показывает соосность шпинделя станка.
Отклонение от заданного положения из-за отжатия револьверной головки
Отжатие револьверной головки на токарном станке с ЧПУ может вызвать затруднения, в особенности при использовании больших свёрл и высоких значений подачи,
fn, которые могут вызывать высокие силы резания.
Чтобы проверить стабильность, просверлите одно отверстие с низкой подачей и одно – с высокой, после чего сравните размеры полученных отверстий. Значительные расхождения в размерах отверстий указывают на склонность револьверной головки к отжатию.
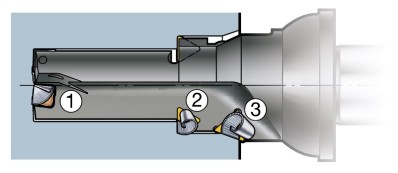
Для минимизации отжатия револьверной головки
Прежде всего, проверьте, можно ли минимизировать отклонение путём изменения положения инструмента. Всегда устанавливайте инструмент максимально близко к центру револьверной головки. Положение B более предпочтительно, чем положение A.
Если это невозможно, снизьте усилие подачи за счёт уменьшения подачи на оборот (fn). Чтобы сохранить прежнюю производительность, можно увеличить скорость,
vc, так как она не влияет на усилие подачи.
При использовании свёрл со сменными пластинами, если избежать отжатия револьверной головки/несоосности не удаётся, следует установить сверло с периферийной пластиной, как показано на рисунке слева, чтобы предотвратить износ корпуса сверла.
Сверление отверстий с фаской
Что представляет собой отверстие с фаской?
Большое количество выполняемых отверстий требует формирования фаски или, по меньшей мере, удаления заусенцев. В качестве типичных примеров можно назвать отверстия под винты и заклёпки.
Эти операции могут выполняться с помощью большого количества свёрл, а при использовании круговой интерполяции – даже с помощью токарного или фрезерного инструмента.
Цельнотвердосплавные свёрла
Стандартный ассортимент свёрл для формирования фаски 45° адаптирован к различным отверстиям с нарезанной резьбой глубиной до 2–3 x DC.
Особенности сверления отверстий с фаской
Как правило, подача fn (мм/об) аналогична подаче при использовании пластины для снятия фаски
Это особенно важно при сверлении глухих отверстий, так как уменьшение подачи может вызывать образование длинной стружки
Однако иногда при обработке длинностружечных материалов может возникать необходимость в корректировке подачи в процессе снятия фаски для предотвращения наматывания длинной стружки на сверло.
fn сверлениеfn формирование фаски
Твёрдый сплав
Определение и свойства
Твёрдый сплав – это материал, получаемый методом порошковой металлургии, состоящий из частиц карбида вольфрама (WC) и кобальтовой связки (Co). Твёрдые сплавы состоят из твёрдой фазы карбида вольфрама (WC) более, чем на 80%. Другие важные компоненты, особенно в сплавах, полученных градиентным спеканием, – дополнительные кубические карбонитриды. Для придания формы твёрдому сплаву применяются такие методы, как прессование порошка или экструзия с дальнейшим спеканием до максимальной плотности.
Размер зёрен карбида вольфрама является одним из самых важных параметров для регулировки соотношения твёрдости и прочности в сплаве. Чем мельче зерна, тем выше твёрдость при заданном содержании связующего вещества.
Объём и состав кобальтого связующего вещества определяет прочность и стойкость сплава к пластической деформации. При одинаковом размере зёрен карбида вольфрама увеличение количества связующего вещества позволяет получить сплав более прочный, но одновременно более склонный к пластической деформации. Слишком низкое содержание связующего вещества может вызвать хрупкость материала.
Кубические карбонитриды, также называемые γ-фазой, добавляются, как правило, для увеличения красностойкости и формирования градиента.
Градиенты обеспечивают сочетание более высокой стойкости к пластической деформации с прочностью режущих кромок. Кубические карбонитриды, сконцентрированные в режущей кромке, улучшают красностойкость там, где это необходимо. За пределами режущей кромки сочетание связующего вещества и карбида вольфрама препятствует образованию трещин и выкрашиванию.
Области применения
Зёрна карбида вольфрама среднего и крупного размера
Зёрна карбида вольфрама среднего и крупного размера обеспечивают твёрдым сплавам превосходное сочетание высокой прочности и красностойкости. Они используются в сочетании с покрытиями CVD и PVD в сплавах, предназначенных для самых различных областей применения.
Зёрна карбида вольфрама мелкого и субмикронного размера
Зёрна карбида вольфрама мелкого и субмикронного размера используются для получения острых режущих кромок с покрытием PVD, которое ещё больше усиливает прочность кромки. Кроме этого, они обеспечивают высочайшую стойкость к термическим и механическим циклическим нагрузкам. Типичные примеры использования – цельнотвердосплавные свёрла, цельнотвердосплавные концевые фрезы, пластины для отрезки и обработки канавок, а также сплавы для чистовой обработки.
Твёрдый сплав с градиентной основой
Градиентные основы с успехом применяются в сочетании с покрытием CVD во многих сплавах первого выбора для точения, отрезки и обработки канавок в сталях и нержавеющих сталях, что создаёт двойное преимущество.
Фрезерование жаропрочных сплавов (HRSA)
Жаропрочные сплавы (HRSA) можно разделить на три группы: сплавы на основе никеля, железа и кобальта. Титан может быть технически чистым или входить в состав сплава. Как жаропрочные, так и титановые сплавы характеризуются плохой обрабатываемостью, в особенности после старения, что предъявляет особые требования к режущим инструментам.
Жаропрочные сплавы и титан
Фрезерование жаропрочных сплавов и титана нередко требует использования станков с высокой жёсткостью, а также с высокой мощностью и крутящим моментом при низкой частоте вращения. Образование проточин и выкрашивание кромки – это самые распространённые типы износа. Выделение большого количества тепла ограничивает скорость резания.
Рекомендации
Используйте круглые пластины для минимизации образования проточин
По возможности всегда используйте круглые пластины для усиления эффекта утончения стружки
При глубине резания менее 5 мм главный угол в плане должен составлять менее 45°
Как показывает практика, лучше всего использовать круглые пластины с положительной геометрией
Высокая точность фрезы в осевом и радиальном направлении имеет важное значение для поддержания постоянной нагрузки на зуб и стабильности процесса и позволяет избежать повреждения отдельных пластин фрезы
Рекомендуется выбирать пластины с положительной геометрией и оптимизированным округлением режущих кромок во избежание налипания стружки на выходе кромки из резания
Эффективное число зубьев, участвующих в процессе резания, должно быть максимально возможным Это обеспечит хорошую производительность при условии надлежащей стабильности. Используйте фрезы с мелким шагом
= стойкость инструмента = снижение стойкости инструмента при увеличении режимов резания
Как происходит размерный износ режущих инструментов по металлу
Износ режущих инструментов по металлу приводит к изменению геометрических параметров рабочих поверхностей. Деформации происходят:
-
преимущественно по передним поверхностям;
-
преимущественно по задним поверхностям;
-
по передней и задней поверхностям одновременно.
Износ режущих инструментов преимущественно по передним поверхностям
Преобладает, когда с заготовок снимаются широкие слои материалов на высокой скорости. При таком режиме температура на передней поверхности режущего инструмента гораздо выше, чем на задней. В чрезмерно нагретой зоне существенно повышается пластичность верхних слоев материала.
При длительной работе летящая стружка формирует на передней поверхности лунку. Ее глубина равна рабочей длине режущей кромки.
Изображение №4. Износ по передней поверхности
Износ режущих инструментов преимущественно по задним поверхностям
Здесь — все наоборот. Толщина снимаемого слоя — менее 0,1 мм, скорость резания — низкая. При обработке хрупких материалов скорости разрушения задних поверхностей становятся максимальными.
Нагрузки приводят к образованию на инструменте фаски износа. В ее форме можно заметить сходство с поверхностью резания.
Изображение №5. Износ по задней поверхности
Износ режущего инструмента по передней и задней поверхностям
Наблюдается при средних параметрах резания. Лунки и фаски образуются одновременно, но скорости, естественно, могут варьироваться. Деформации происходят по-разному в зависимости от твердости оснастки.
Для инструментов из быстрорежущих сталей характерно преобладание износа по задней поверхности. Режущие клинья при этом деформируются следующим образом.
Изображение №6. На стадиях приработки и нормального износа лунки и фаски не соединяются (формируется перемычка C)
Так происходит до определенного момента. Если значение прочности падает ниже критической отметки, перемычка прорывается. Наступает фаза катастрофического износа, при котором происходит сверхбыстрое разрушение задней поверхности.
Рабочие части твердосплавных инструментов деформируются иначе.
Изображение №7. При износе твердосплавных инструментов лунки и фаски сливаются
Для твердых сплавов характерен относительно равномерный износ. Твердосплавные режущие инструменты обладают отличной стойкостью.
Поликристаллический кубический нитрид бора
Поликристаллический кубический нитрид бора (CBN) отличается превосходной красностойкостью, что позволяет использовать его при очень высоких скоростях резания. Кроме этого, он демонстрирует хорошую прочность и стойкость к термическим ударам.
Современные сплавы с CBN представляют собой керамические композиционные материалы с содержанием CBN 40–65%. Керамическое связующее вещество увеличивает износостойкость CBN, который в его отсутствие склонен к химическому износу. Другая группа сплавов – это сплавы с высоким содержанием CBN: от 85% почти до 100%. Эти сплавы могут содержать металлическое связующее вещество для улучшения прочности.
При производстве пластины CBN напаивается на основу из твёрдого сплава. Технология Safe-Lok дополнительно улучшает сцепление вставок из CBN на пластинах без задних углов.
Области применения
Сплавы с CBN широко используются для чистового точения в закалённых сталях с твёрдостью более 45 HRc. При твёрдости выше 55 HRc пластины с CBN становятся единственно возможным решением, способным заменить традиционно используемые методы шлифования. Более мягкие стали с твёрдостью ниже 45 HRc содержат большее количество феррита, что отрицательно влияет на износостойкость CBN.
Кроме этого, пластины с CBN могут использоваться для высокоскоростной черновой обработки серого чугуна как при точении, так и при фрезеровании.
sandvik купить в г. Санкт-Петербург
 Sandvik Coroman — это мировой лидер в поставках инструментального обеспечения, инструмента и технологий для металлообрабатывающей промышленности — базируется в Швеции.
Sandvik Coroman — это мировой лидер в поставках инструментального обеспечения, инструмента и технологий для металлообрабатывающей промышленности — базируется в Швеции.
Инструмент Sandvik («Сандвик», Швеция) пользуется неизменным спросом в России, как и во всем мире. Используется в различных отраслях: от аэрокосмической до автомобильной.
Название предприятие получило по названию города — Сандвикен, в котором Горан Фредрик Горанссон, занимавшийся сталелитейным делом, зарегистрировал компанию. Старт оказался удачным, Горанссон был разносторонним человеком, способным наладить производство с использованием новейших на то время технологий, выбрать грамотную маркетинговую стратегию, организовать набор и обучение персонала.
Уже через несколько лет после создания компания открывает международные представительства, именно тогда, в конце 1860-х, продукция Sandvik в России, Германии, Норвегии, Дании, Великобритании, Франции начала завоевывать рынок и привлекать заказчиков.
Далее история фирмы также развивалась быстрыми темпами. Был налажен выпуск оборудования для машиностроения, что стало базой для создания отдельного направления Sandvik Mining and Construction. В 2006 году все производство оборудования и расходных материалов объединилось под брендом Sandvik.
Сверление отверстий со ступенью или со ступенью и фаской
Другой распространённый тип отверстий – это отверстия со ступенью (ступенчатые) или со ступенью и фаской. В качестве типичных примеров деталей можно назвать винты и болты с потайной головкой.
Сверление отверстий со ступенью или со ступенью и фаской
Цельнотвердосплавные свёрла – выбирайте инструмент для сверления и растачивания в соответствии с размером и глубиной отверстия.
Отверстие со ступенью может иметь диаметр, равный 2 x DC. Винтовая интерполяция является низкопроизводительной операцией, которую не следует применять для сверления глубоких ступеней. Выбирайте фрезу в соответствии с размером отверстия.
Выбирайте стандартное сверло и программируйте траекторию инструмента.
Особенности применения
Сверление отверстия и формирование ступени/фаски за один проход
Основная задача при использовании ступенчатого инструмента – обеспечить нормальное стружкодробление на всех режущих кромках, участвующих в резании. При обработке длинностружечных материалов, таких как низкоуглеродистые и нержавеющие стали, рекомендуется выполнить пробные проходы в такой последовательности:
- Прежде всего, проверьте стружкообразование на сверле
- Проверьте стружкообразование на пластине, формирующей ступень
- Проверьте стружкообразование на пластине, формирующей фаску
Отверстия со ступенью – сверление двух отверстий
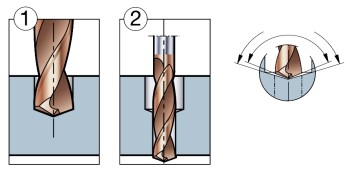
Сначала обработайте больший диаметр, затем меньший.
Всегда начинайте сверление с большего диаметра, чтобы обеспечить центрирование вершины сверла и избежать выкрашивания режущих кромок.
Перед обработкой меньшего диаметра убедитесь, что угол при вершине сверла равен или меньше угла при вершине большого сверла, чтобы гарантировать, что вершина первой вступит в контакт с заготовкой.
История развития компании
Шведская компания Sandvikens Jernverk AB была основана в 1862 году промышленником Göran Fredrik Göransson (Гораном Фредриком Горанссоном). Штаб-квартира находится в городе Сандвикен. Позже компания получит сокращенное название – Sandvik. На первых порах компания занимается производством стали для бурильной техники.
История успеха Sandvik
1888 год – Начинается производство горячекатаных заготовок для бесшовных труб.
1890 год – Самый популярный и продаваемый продукт компании – граммофон, который изготавливается из полосовой стали.
1897 год – Компания участвует на выставке в Стокгольме, в результате чего агенты со всей Европы начинают посещать заводы Sandvik.
1898 год – На производстве устанавливаются инновационные мартеновские печи.
1900 год – Умирает основатель компании. Пост директора занимает его сын — Андерс Хенрик Göransson.
1909 год – Sandvik активно отстраивает заводы за рубежом: Италия, Великобритания, Швейцария, США, Япония, Финляндия, Германия.
1914 год – Во время Первой Мировой войны особым спросом пользуются шариковые подшипники, сталь для самолетов, спусковые механизмы для оружия.
1921 год – Началось производство горячей прокатки нержавеющей полосовой стали.
Внедрены электроплавильные и индукционные печи.
1923 год – Открывается дочерняя компания в Париже (Франция).
1924 год – На рынке появляется новинка компании – первые бесшовные трубы из нержавеющей стали.
Принято решения по строительству нового трубопрокатного завода.
1926 год – В США открывается дочерняя компания по производству часов.
В этом же году открываются филиалы по сбыту в Монреале (Канада) и в Южной Африке.
1942 год – Открыта линия по выпуску твердосплавного материала.
1950 год – Компания начинает производство твердосплавного инструмента.
1960-е года – Sandvik начинает большие по объему поставки погрузчиков и бурильного оборудования в СССР.
Фирменное оборудование было задействовано на строительстве ГЭС на р. Тулома, в Усть-Каменегорске использована горнодобывающая техника, тоннелепроходческое оборудование задействовано на строительстве Байкало-Амурской магистрали (1980г).
1970 год – Запускается производство по выпуску хирургических игл.
Открываются дочерние предприятия в Нидерландах, Боготе (Колумбия) и в Найроби (Кения).
1971 год – Компания получает серьезные заказы от европейских атомных электростанций, а также заказ на изготовление гидравлически труб из титана для сверхзвукового самолета Concorde.
1972 год – Вводятся в эксплуатацию, выпускаемые компанией, шарошечные долота для открытой добычи руды.
1977 год – Производится стальная полоса с текстурированной стали для рессор и ремней безопасности в автомобилях.
В Миссиссаге (США) открыт завод сварочных электродов.
1987 год – Sandvik начинает производство керамических зубных коронок.
1991 год – Открываются дочерние компании в Чехии, Болгарии, Венгрии, Словакии.
1993 год – Одно из отделений компании, Sandvik Nanoflex, разрабатывает материалы, использующиеся в глазной хирургии, а также для головки электробритвы.
1994 год – Впервые в мире компания запускает производство в промышленных масштабах твердосплавных режущих пластин с алмазным покрытием. Предприятие по выпуску таких пластин установлено в Польше.
В это же году в Langfang (Китай) открыт завод по производству цементно-твердосплавного инструмента.
1995 год – Разработана и запущена в производство концепция по производству ультратонких заготовок печатной платы для сотовой телефонной промышленности.
Этот год также ознаменован открытием представительства во Вьетнаме.
1997 год – Компания присоединяет к себе Tamrock и Kanthal. В 2006 году все продукты этих компаний выпускаются под фирменным знаком Sandvik.
1998 год – В этом году компания выделяет в отдельное отделение машиностроительный комплекс — Sandvik Mining and Construction.
Открываются дочерние компании в Греции, Словении, Румынии, Боливии, Украине, Гане.
2001 год – Становится популярным Icutroc — новый метод для механизированной добычи золота и платины в рудниках, разработанный Sandvik.
2006 год – На рынок выводятся буровые установки нового поколения jumbo, которые оснащены компьютерной системой контроля всех диагностических данных установки.
На сегодняшний день Sandvik имеет представительства в более чем 130 странах и насчитывает выпуск более 1000 информационных технологий.
Компания включает в себя 5 бизнес подразделений:
- Sandvik Machining Solutions
- Sandvik Mining
- Sandvik Construction
- Sandvik Material Technology
- Sandvik Venture
CoroDrill® 860 с геометрией -GM
{{ asset.Description }}
860-GM
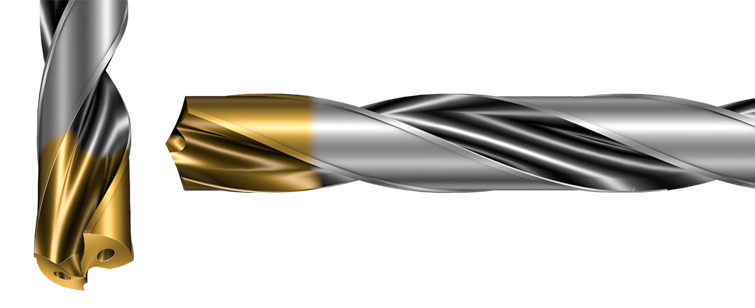
CoroDrill 860 с геометрией -GM – это высокопроизводительное сверло для коротких отверстий, главным образом в стали, нержавеющей стали, чугуне и упрочнённых материалах.
- Стандартный диапазон диаметров от 3 до 16 мм
- Глубина сверления от 3 до 8×D
- Без ступеней и с двумя диаметрами в стандартном исполнении
- Допуск на диаметр режущей части: m7
- Максимальная точность отверстий: H8–H9
{{ asset.Description }}
Оптимизированное решение для сверления различных материалов
С новым сплавом, инновационной конструкцией стружечных канавок и многослойным PVD-покрытием вершины сверло CoroDrill 860 с геометрией -GM представляет собой высокопроизводительное решение для сверления коротких отверстий, главным образом в материалах ISO P, M, K и H.Оно достойно справляется также с материалами ISO N и ISO S.
Новая форма и полированная поверхность стружечных канавок улучшают эвакуацию стружки и позволяют получать отверстия более высокого качества. Сверло также имеет более прочную сердцевину и позволяет снизить силы резания.Это сверло обеспечивает превосходную надёжность процесса, высокую целостность отверстия и является очень долговечным, что делает его идеальным инструментом для автомобильной промышленности и общего машиностроения.
Передовая геометрия
- Усиленная, более прочная вершина уменьшает количество заусенцев на выходе
- Оптимизированная двойная ленточка повышает стабильность и качество отверстий
- Новый тип подточки вершины уменьшает силы резания и обеспечивает превосходную точность отверстий
- Новая геометрия вершины даёт более оптимальные задние углы, повышает качество поверхности и делает прогрессирование износа стабильным
- Обработка режущей кромки повышает её прочность и убирает микродефекты

Преимущества
- Для широкого диапазона применения и обработки различных материалов в любых отраслях
- Обеспечивает высочайшую надёжность, стабильность обработки и стойкость
- Полированные стружечные канавки улучшают эвакуацию стружки и помогают снизить температуру инструмента
- Прочная конструкция и отличная размерная точность значительно повышают точность и качество отверстий
- Использование одного сверла для всех материалов позволяет сократить запасы инструмента на складе и повысить гибкость станков, что в итоге сокращает время наладки
Область применения
CoroDrill 860 с геометрией -GM можно применять во многих областях, для сверления множества деталей в целом ряде отраслей
Идеально подходят для материалов ISO P, K, M и H в общем машиностроении и автомобильной промышленности
Типичные детали – корпуса клапанов, блоки цилиндров, корпуса, фланцы и коллекторы
Это сверло также подойдёт для областей применения, где крайне важно качество отверстий – в аэрокосмической и нефтегазовой отраслях
| Обычное сверление | Вход под углом | Выход под углом |
| Пересекающиеся отверстия | Выпуклые и вогнутые поверхности | Отверстия с фаской |
{{ asset.Description }}
Новые размеры отверстий для мелких элементов
Теперь для CoroChuck 930 предлагаются отверстия меньшего диаметра, а также короткие (Slender) и длинные (Pencil) исполнения. Более короткие и тонкие держатели предназначены для всех операций, где требуются геометрическая проходимость и высокая производительность. Короткие исполнения имеют оптимизированную длину, что помогает свести вибрацию к минимуму.
Преимущества и особенности
- Геометрическая проходимость благодаря более коротким и компактным патронам
- Короткие исполнения имеют оптимизированную длину, снижающую уровень вибрации
- Гибкость за счёт расширенного диапазона размеров и вариантов сборки
- Возможность непосредственного закрепления без цанг для высокого уровня работоспособности патрона
- Лучшая на рынке защита от вытягивания инструмента, удобство в работе и высокий показатель по биению
Область применения
- Для фрезерования, сверления и развёртывания, где требуется хорошая геометрическая проходимость и высокая производительность
- Предлагается для большинства популярных станочных интерфейсов
- Используйте на станках с вращающимся шпинделем, а также для приводного инструмента на токарных центрах и токарно-карусельных станках
Прайс-лист на изделия Sandvik
Если вас интересует продукция марки Sandvik, прайс-лист даст полное представление о стоимости товаров, технических характеристиках и внешнем виде каждого изделия. Компания «Ринком» обеспечивает как разовые оптовые заказы, так и систематические поставки инструментов и оснастки.
Преимущества сотрудничества с «Ринком»:
- уверенность в стабильном качестве продукции — компания работает с официальными представителями бренда или с производителем напрямую, гарантируя отсутствие подделок;
- полный комплекс технической документации;
- соответствие продукции стандартам, принятым в РФ;
- доступные цены, обсуждение индивидуальных условий, скидки постоянным клиентам.
С этим читают
- Диаметр отверстия под метрическую резьбу: таблица размеров по гост
- Характеристики вертикально-сверлильного станка 2н118
- Все о пневматических трамбовках
- Гидромолот на базе экскаватора: особенности и область применения
- Что такое зиговочная машина и где применяется это оборудование?
- Разделка кромок под сварку
- Виды грейферов, их характеристика
- Что такое гальваника металла, детали и виды процесса
- Что такое прана-йога и как это работает
- Солид эдж — solid edge последняя версия 2020





